HEIDENHAIN iTNC 530 (340 49x-04) Uživatelská příručka
Stránka 429
HEIDENHAIN iTNC 530
429
8.6 Cykly k frézování kapes, ostr
ů
vk
ů
(
č
ep
ů
) a drážek
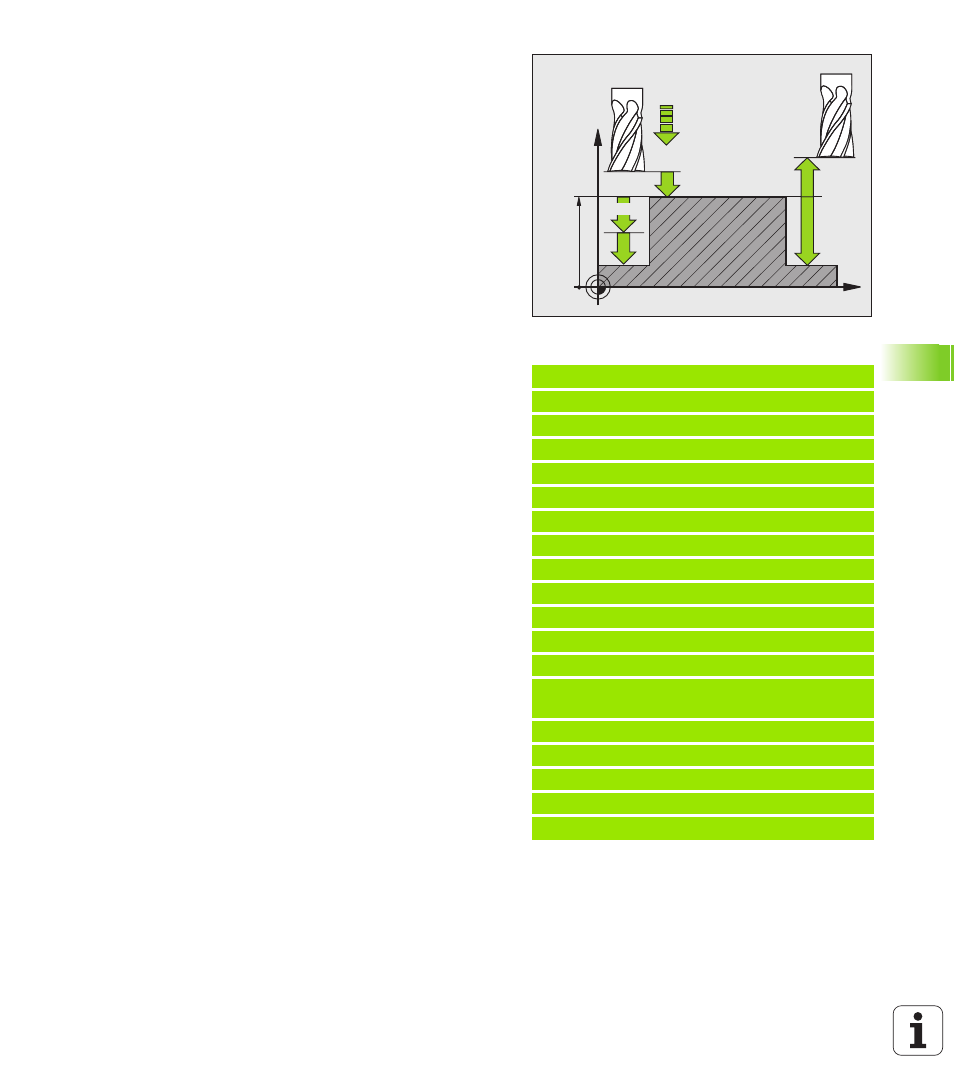
Hloubka Q201 (inkrementálně): vzdálenost povrch
obrobku – dno čepu
Hloubka přísuvu Q202 (inkrementálně): rozměr, o
nějž se nástroj pokaždé přisune; zadejte hodnotu
větší než 0
Posuv přísuvu do hloubky Q206: pojezdová rychlost
nástroje při pohybu na danou hloubku v mm/min
Bezpečná vzdálenost Q200 (inkrementálně):
vzdálenost mezi čelem nástroje a povrchem obrobku.
Souřadnice povrchu obrobku Q203 (absolutně):
absolutní souřadnice povrchu obrobku.
2. bezpečná vzdálenost Q204 (inkrementálně):
souřadnice osy vřetena, v níž nemůže dojít ke kolizi
mezi nástrojem a obrobkem (upínadly)
Koeficient překrytí dráhy Q370: Q370 x rádius
nástroje udává stranový přísuv k. Maximální hodnota
zadání: 1,9999
Példa: NC-bloky
8 CYCL DEF 256 PRAVOÚHLÝ ČEP
Q218=60 ;1. DÉLKA STRANY
Q424=74 ;MÍRA POLOTOVARU 1
Q219=40 ;2. DÉLKA STRANY
Q425=60 ;MÍRA POLOTOVARU 2
Q220=5
;ROHOVÝ RÁDIUS
Q368=0,2 ;PŘÍDAVEK PRO STRANU
Q224=+0 ;POLOHA NATOČENÍ
Q367=0
;POLOHA ČEPU
Q207=500 ;POSUV FRÉZOVÁNÍ
Q351=+1 ;DRUH FRÉZOVÁNÍ
Q201=-20 ;HLOUBKA
Q202=5
;HLOUBKA PŘÍSUVU
Q206=150 ;POSUV PŘÍSUVU DO
HLOUBKY
Q200=2
;BEZPEČNÁ VZDÁLENOST
Q203=+0 ;SOUŘADNICE POVRCHU
Q204=50 ;2. BEZPEČNÁ VZDÁLENOST
Q370=1
;PŘEKRÝVÁNÍ DRAH
9 CYCL CALL POS X+50 Y+50 Z+0 FMAX M3
X
Z
Q200
Q201
Q206
Q203
Q204
Q202