Zpětné zahlubování (cyklus 204) – HEIDENHAIN iTNC 530 (340 49x-04) Uživatelská příručka
Stránka 368
368
8 Programování: Cykly
8.5 Cykly k vrtání,
řezání vnit
řních závit
ů
a frézování závit
ů
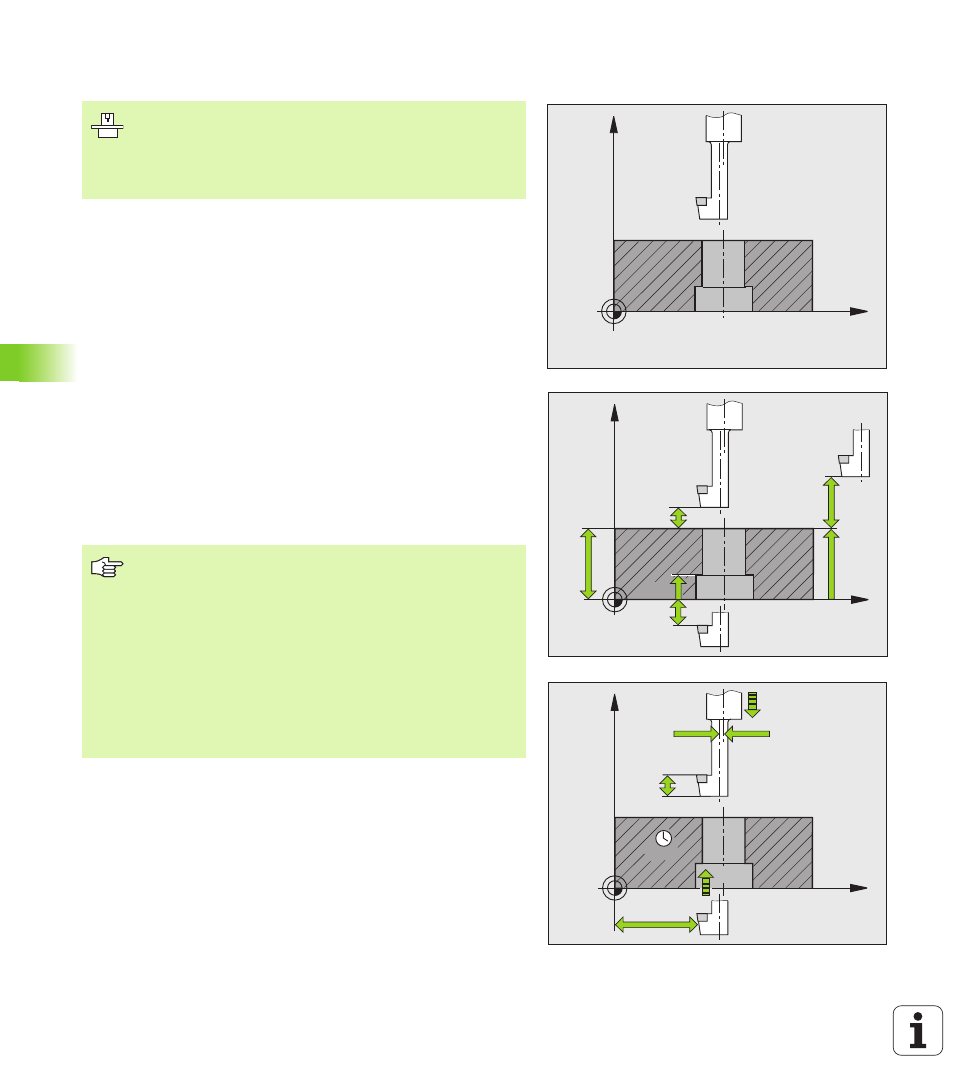
ZPĚTNÉ ZAHLUBOVÁNÍ (cyklus 204)
Tímto cyklem vytvoříte zahloubení, které se nachází na spodní straně
obrobku.
1 TNC napolohuje nástroj v ose vřetena rychloposuvem FMAX do
bezpečné vzdálenosti nad povrchem obrobku
2 Tam provede TNC orientaci vřetena na polohu 0° a přesadí nástroj
o hodnotu vyosení
3 Potom se nástroj zanoří polohovacím posuvem do předvrtané díry,
až se břit dostane do bezpečné vzdálenosti pod dolní hranou
obrobku
4 Nyní TNC najede nástrojem opět na střed díry, zapne vřeteno a
příp. chladicí kapalinu a pak jede posuvem pro zahloubení na
zadanou hloubku zahloubení
5 Je-li to zadáno, setrvá nástroj na dně zahloubení a pak opět vyjede
z díry ven, provede orientaci vřetena a přesadí se opět o hodnotu
vyosení
6 Potom odjede TNC nástrojem zpětným posuvem do bezpečné
vzdálenosti a odtud– pokud je to zadáno – rychloposuvem FMAX
na 2. bezpečnou vzdálenost.
X
Z
X
Z
Q250
Q203
Q204
Q249
Q200
Q200
X
Z
Q255
Q254
Q214
Q252
Q253
Q251
Stroj a TNC musí být výrobcem stroje připraveny.
Cyklus lze používat pouze na strojích s regulovaným
vřetenem.
Cyklus lze využít pouze s tzv. tyčí pro zpětné vyvrtávání.
Před programováním dbejte na tyto body
Naprogramujte polohovací blok do bodu startu (střed díry)
v rovině obrábění s korekcí rádiusu R0.
Znaménko parametru cyklu Hloubka definuje směr
obrábění při zahlubování. Pozor: kladné znaménko
zahlubuje ve směru kladné osy vřetena.
Délku nástroje zadávejte tak, že se nekótuje břit, nýbrž
spodní hrana vyvrtávací tyče.
Při výpočtu bodu startu zahloubení bere TNC v úvahu
délku břitu vyvrtávací tyče a tloušť ku materiálu.