Programován dráhy nástroje, 4 vytvoř en a zadán pr ogramů – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Uživatelská příručka
Stránka 121
HEIDENHAIN iTNC 530
121
4.4 Vytvoř
en a zadán pr
ogramů
Programován dráhy nástroje
K naprogramován bloku zvolte na znakové klávesnici funkčn tlač tko
DIN/ISO. Pro z skán př slušných G kódů můžete použ vat také
šedivá tlač tka dráhových funkc .
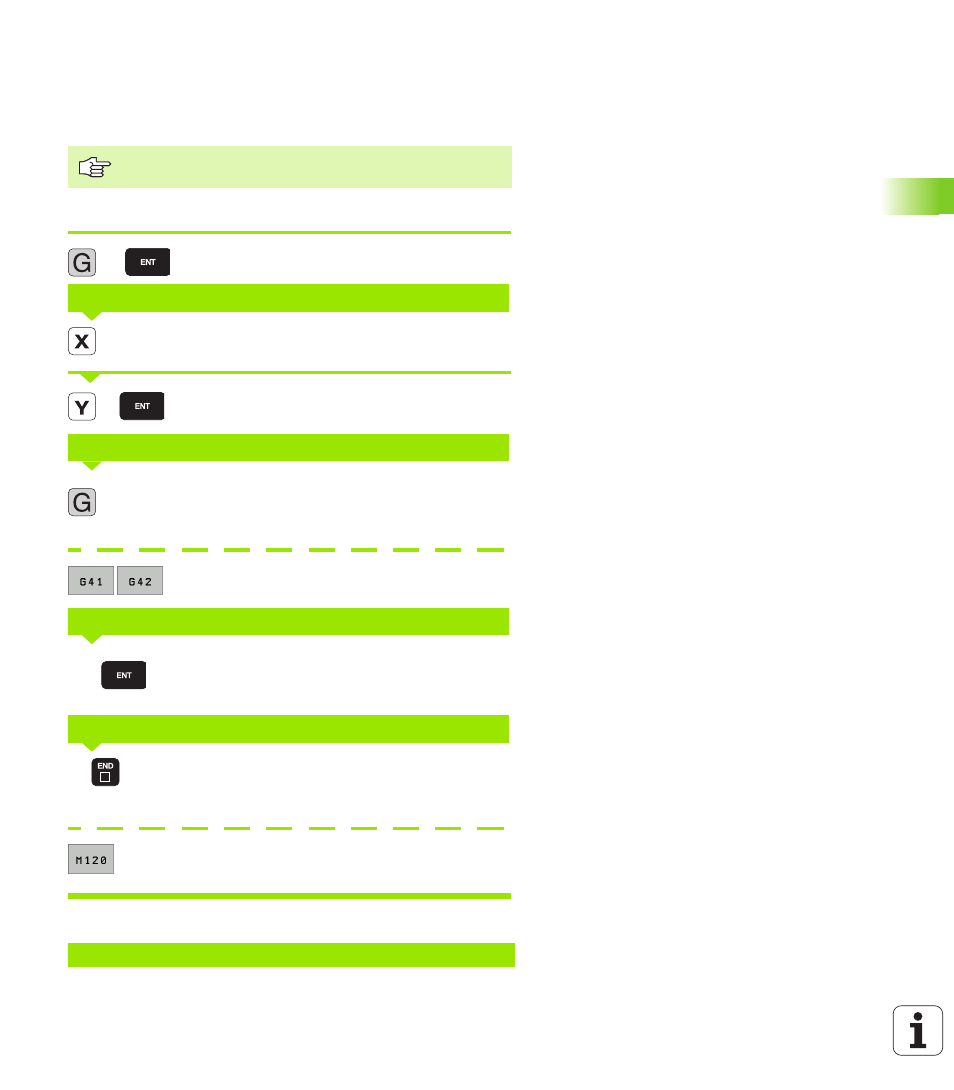
Př klad pro zahájen polohovac ho bloku
Otevřen bloku
Zadejte c lovou souřadnici pro osu X
Zadejte c lovou souřadnici pro osu Y, klávesou
ZADÁNÍ přejděte k dalš otázce
Poj ždět bez korektury rádiusu nástroje: zadán
potvr te klávesou ZADÁNÍ, nebo
Poj ždět vlevo či vpravo od naprogramovaného
obrysu: pomoc softkláves zvolte G41, př padně G42
Posuv pro tento dráhový pohyb 750 mm/min,
potvr te klávesou ZADÁNÍ
Zadejte požadovanou př davnou funkci (např klad
M3 Start vřetena) a klávesou END ukončete blok a
uložte jej.
Z TNC zvolte zobrazenou př davnou funkci,
zobrazenou v liště softkláves.
Programové okno zobraz řádek:
Dbejte, aby bylo aktivn psan velkými p smeny.
SOUŘADNICE?
STŘEDNÍ BOD DRÁHY FRÉZY
POSUV? F=
PŘÍDAVNÁ FUNKCE M?
N30 G01 G40 X+10 Y+5 F100 M3 *
1
10
5
40
750
3