7 s l cykly s obrysovým vzor cem – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Uživatelská příručka
Stránka 404
404
8 Programován : Cykly
8.7 S
L
cykly s obrysovým vzor
cem
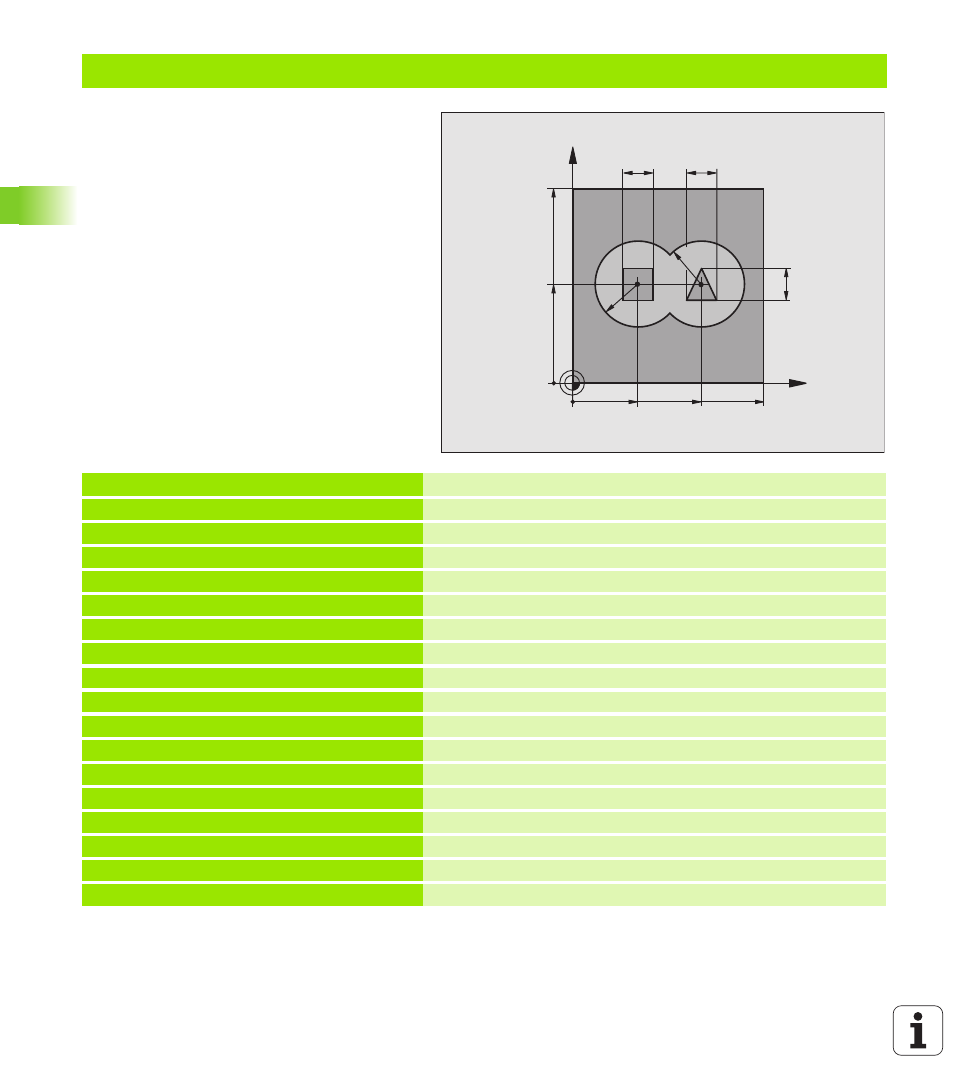
Př klad: hrubován a dokončen překrývaj c ch se obrysů s obrysovým vzorcem
%C21 G71 *
N10 G30 G17 X+0 Y+0 Z 40 *
Definice neobrobeného polotovaru
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+2,5 *
Definice nástroje hrubovac fréza
N40 G99 T2 L+0 R+3 *
Definice nástroje dokončovac fréza
N50 T1 G17 S2500 *
Vyvolán nástroje hrubovac fréza
N60 G00 G40 G90 Z+250 *
Odjet nástroje
N70 %:CNT: “MODEL“ *
Stanoven programu definice obrysu
N80 G120 OBRYSOVÁ DATA
Definice všeobecných parametrů obráběn
Q1= 20
;HLOUBKA FRÉZOVÁNÍ
Q2=1
;PŘEKRÝVÁNÍ DRAH
Q3=+0.5
;PŘÍDAVEK DO STRANY
Q4=+0.5
;PŘÍDAVEK DO HLOUBKY
Q5=+0
;SOUŘADNICE POVRCHU
Q6=2
;BEZPEČ. VZDÁL.
Q7=+100
;BEZPEČNÁ VÝŠKA
Q8=0.1
;RÁDIUS ZAOBLENÍ
Q9= 1
;SMYSL OTÁČENÍ
X
Y
35
50
100
100
16
16
R25
65
16
R25