10 přklady pr ogramován, Př klad: elipsa – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Uživatelská příručka
Stránka 510
510
11 Programován : Q parametry
11.10 Přklady pr
ogramován
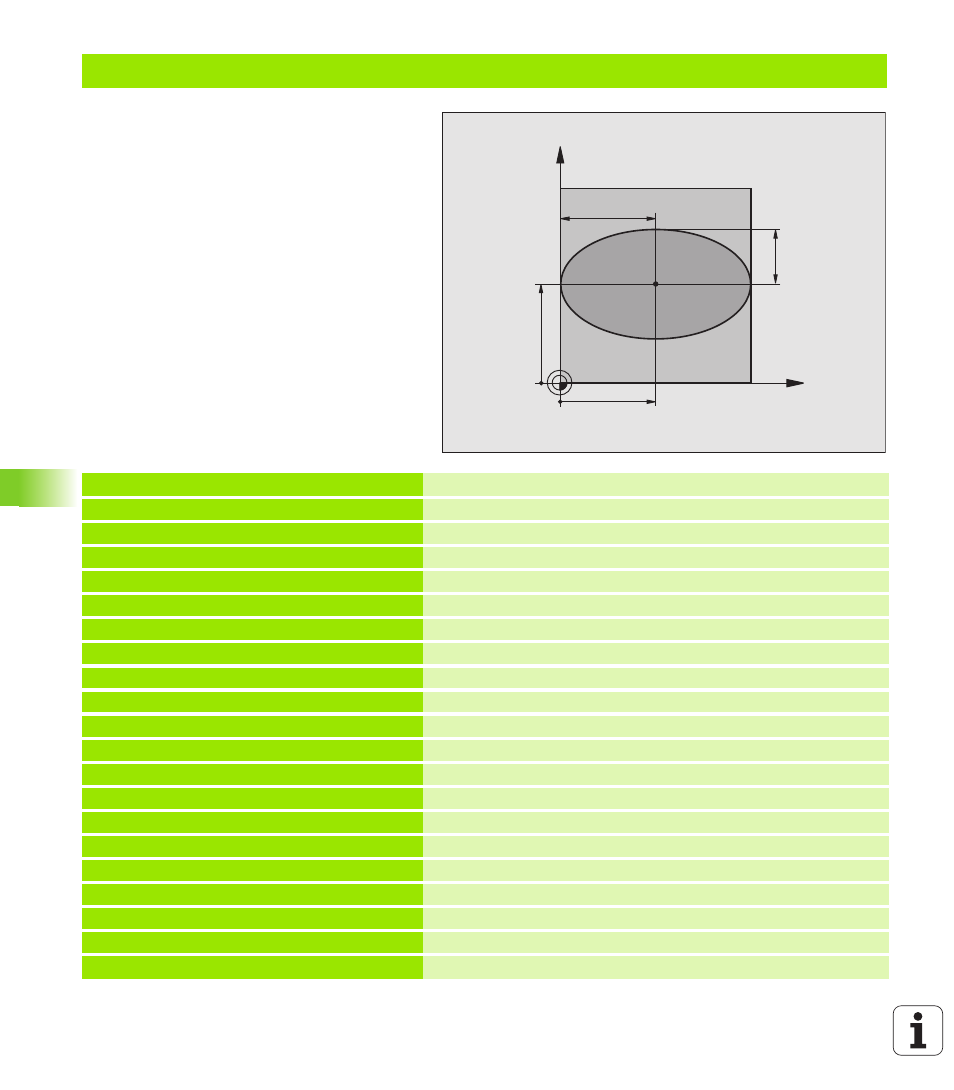
Př klad: Elipsa
Průběh programu
Obrys elipsy je aproximován velkým množstv m
malýchlineárn ch úseků (počet je definovatelný
v Q7). Č m v ce je definováno výpočtových
kroků, t m hladš je obrys
Směr frézován urč te pomoc úhlu startu a
konce v rovině:
Směr obráběn ve smyslu hodinových ručiček:
úhel startu > úhel konce
Směr obráběn proti smyslu hodinových
ručiček: úhel startu < úhel konce
Na rádius nástroje se nebere zřetel
%ELLIPSE G71 *
N10 D00 Q1 P01 +50 *
Střed v ose X
N20 D00 Q2 P01 +50 *
Střed v ose Y
N30 D00 Q3 P01 +50 *
Poloosa X
N40 D00 Q4 P01 +30 *
Poloosa Y
N50 D00 Q5 P01 +0 *
Úhel startu v rovině
N60 D00 Q6 P01 +360 *
Koncový úhel v rovině
N70 D00 Q7 P01 +40 *
Počet výpočetn ch kroků
N80 D00 Q8 P01 +30 *
Natočen elipsy
N90 D00 Q9 P01 +5 *
Hloubka frézován
N100 D00 Q10 P01 +100 *
Posuv na hloubku
N110 D00 Q11 P01 +350 *
Frézovac posuv
N120 D00 Q12 P01 +2 *
Bezpečnostn vzdálenost pro předpolohován
N130 G30 G17 X+0 Y+0 Z 20 *
Definice neobrobeného polotovaru
N140 G31 G90 X+100 Y+100 Z+0 *
N150 G99 T1 L+0 R+2,5 *
Definice nástroje
N160 T1 G17 S4000 *
Vyvolán nástroje
N170 G00 G40 G90 Z+250 *
Odjet nástroje
N180 L10,0 *
Vyvolán obráběn
N190 G00 Z+250 M2 *
Vyjet nástroje, konec programu
N200 G98 L10 *
Podprogram 10: obráběn
X
Y
50
50
30
50