1 zadán vztahuj c se k nástrojům, Posuv f, Otáčky vřetena s – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Uživatelská příručka
Stránka 164
164
5 Programován : Nástroje
5.1 Zadán vztahujc se k nástr
o
jům
5.1 Zadán vztahuj c se k
nástrojům
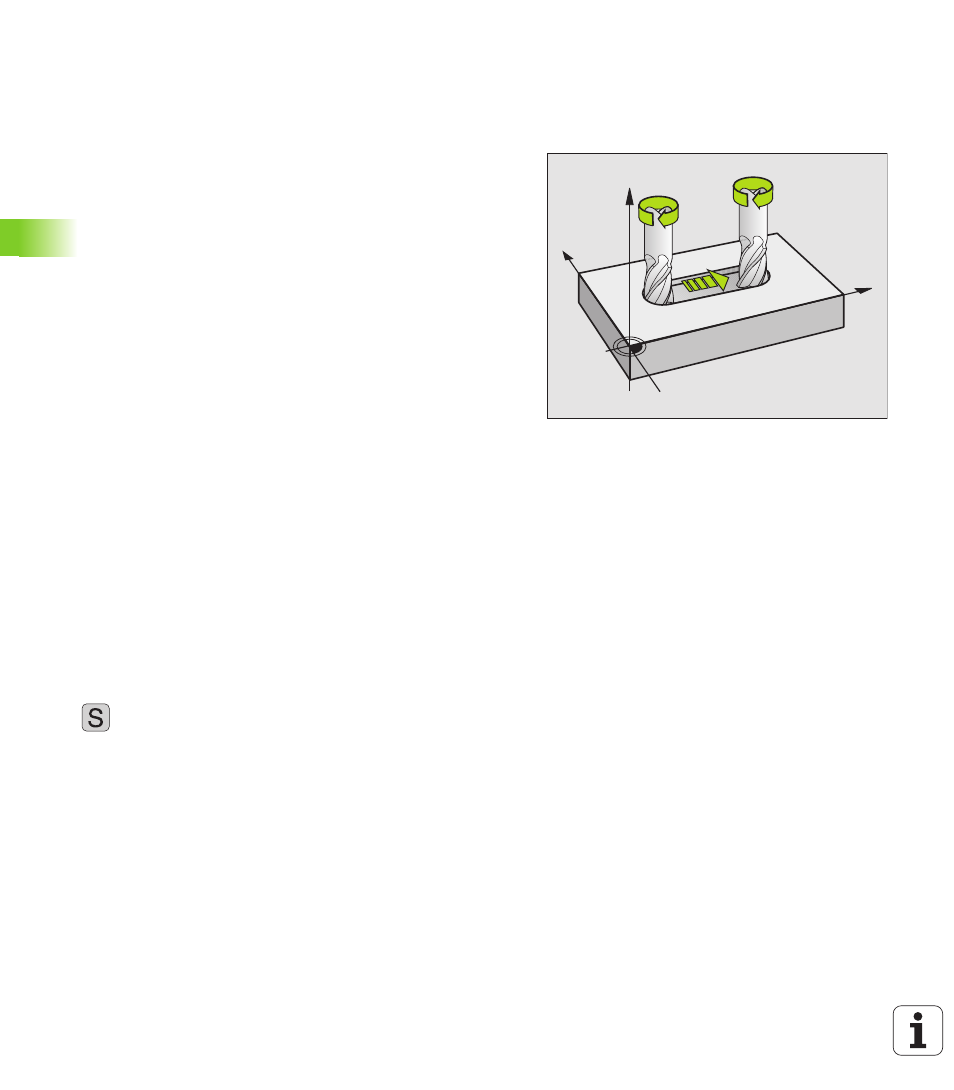
Posuv F
Posuv F je rychlost v mm/min (palc ch/min), j ž se po své dráze
pohybuje střed nástroje. Maximáln posuv může být pro každou osu
stroje rozd lný a je definován ve strojn ch parametrech.
Zadán
Posuv můžete zadat v bloku T (vyvolán nástroje) a v každém
polohovac m bloku (viz „Programován pohybu nástroje pro
obráběn ” na str. 195). V milimetrových programech zadávejte posuv
v mm/min, v palcových programech z důvodu rozlišen v desetinách
palců/min.
Rychloposuv
Pro rychloposuv zadejte G00.
Trván účinnosti
Posuv naprogramovaný č selnou hodnotou plat až do bloku, ve
kterém je naprogramován nový posuv. Je li nový posuv G00
(rychloposuv), plat po dalš m bloku s G01 opět posledn č selně
naprogramovaná hodnota posuvu.
Změna během prováděn programu
Během prováděn programu změn te posuv pomoc otočného
regulátoru posuvu override F.
Otáčky vřetena S
Otáčky vřetene S zadáte v jednotkách otáčky za minutu (ot/min) v
libovolném bloku (např klad vyvolán nástroje).
Programovaná změna
V obráběc m programu můžete změnit otáčky vřetena blokem S:
8
Naprogramujte otáčky vřetena: stiskněte tlač tko S
na znakové klávesnici
8
Zadejte nové otáčky
Změna během prováděn programu
Během prováděn programu změn te otáčky vřetena pomoc
otočného regulátoru otáček vřetena override S.
X
Y
Z
S
S
F