Rastr bodů v řadě (cyklus g221), 5 cykly k vytvoř en bodových rastrů – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Uživatelská příručka
Stránka 363
HEIDENHAIN iTNC 530
363
8.5 Cykly k vytvoř
en bodových rastrů
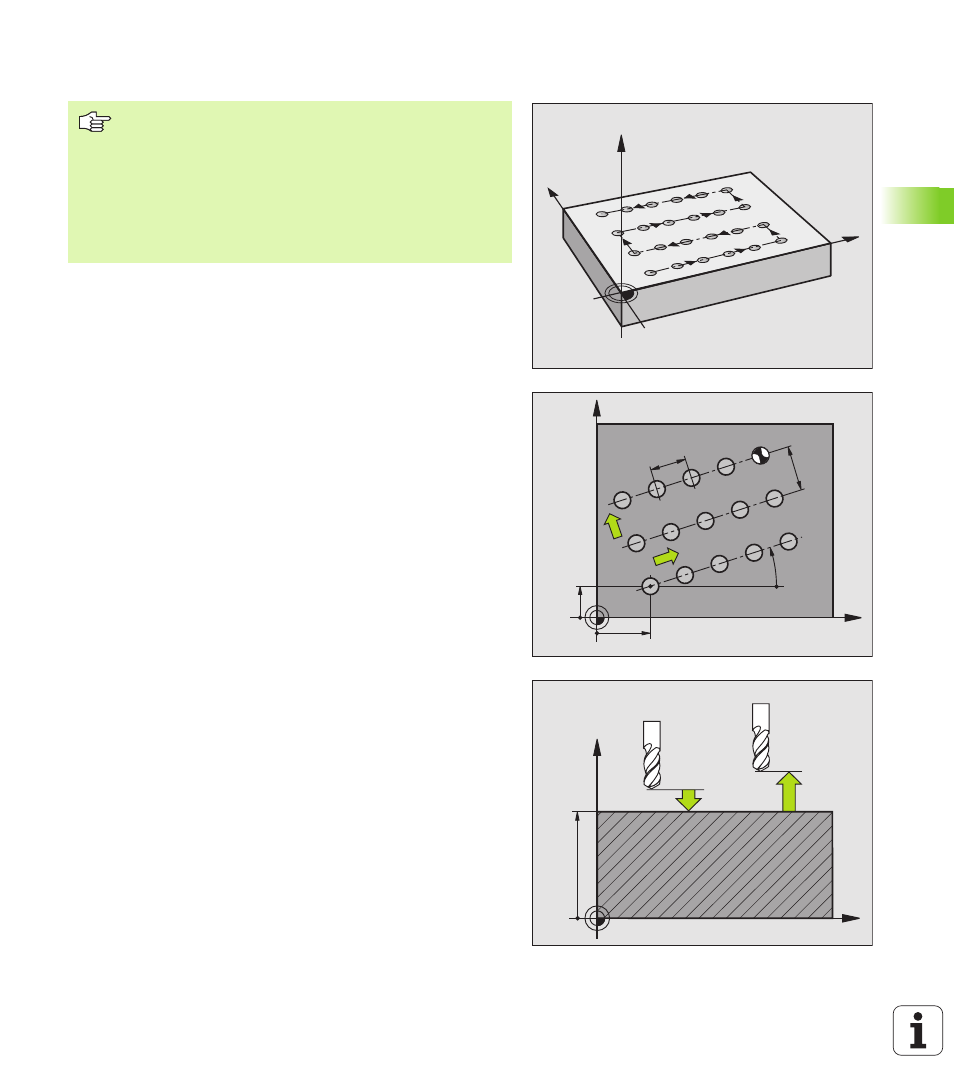
RASTR BODŮ V ŘADĚ (cyklus G221)
1
TNC napolohuje nástroj automaticky z aktuáln polohy do bodu
startu prvn ho obráběn .
Pořad :
2. bezpečnostn vzdálenost najet (osa vřetena)
najet do bodu startu v rovině obráběn
najet na bezpečnostn vzdálenost nad povrchem obrobku (osa
vřetena)
2
Z této polohy provede TNC naposledy definovaný obráběc
cyklus.
3
Potom TNC napolohuje nástroj v kladném směru hlavn osy na
bod startu dalš obráběc operace; nástroj se přitom nacház na
bezpečnostn vzdálenosti (nebo na 2. bezpečnostn
vzdálenosti)..
4
Tento postup (1 až 3) se opakuje, až se provedou všechny
obráběc operace na prvn m řádku; nástroj stoj na posledn m
bodu tohoto prvn ho řádku.
5
Potom TNC přejede nástrojem na posledn bod druhého řádku a
provede tam obráběc operaci.
6
Odtud polohuje TNC nástroj v záporném směru hlavn osy na bod
startu dalš obráběc operace.
7
Tento postup (6) se opakuje, až se provedou všechny obráběc
operace na druhém řádku.
8
Potom jede TNC do bodu startu dalš ho řádku.
9
Takovýmto kývavým pohybem se obrob všechny dalš řádky.
X
Y
Z
X
Y
Q226
Q225
Q224
Q238
Q237
N = Q242
N = Q243
X
Z
Q200
Q203
Q204
Před programován m dbejte na tyto body
Cyklus G221 je aktivn jako DEF, to znamená, že cyklus
G221 automaticky vyvolává naposledy definovaný cyklus
obráběn .
Pokud kombinujete jeden z obráběc ch cyklů G200 až
G209, G212 až G215 a G262 až 267 s cyklem G221, pak
je účinná bezpečnostn vzdálenost, povrch obrobku a 2.
bezpečnostn vzdálenost z cyklu G221.