Obrysové obrábění (cyklus g125), 6 sl c ykly – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Uživatelská příručka
Stránka 379
HEIDENHAIN iTNC 530
379
8.6 SL
c
ykly
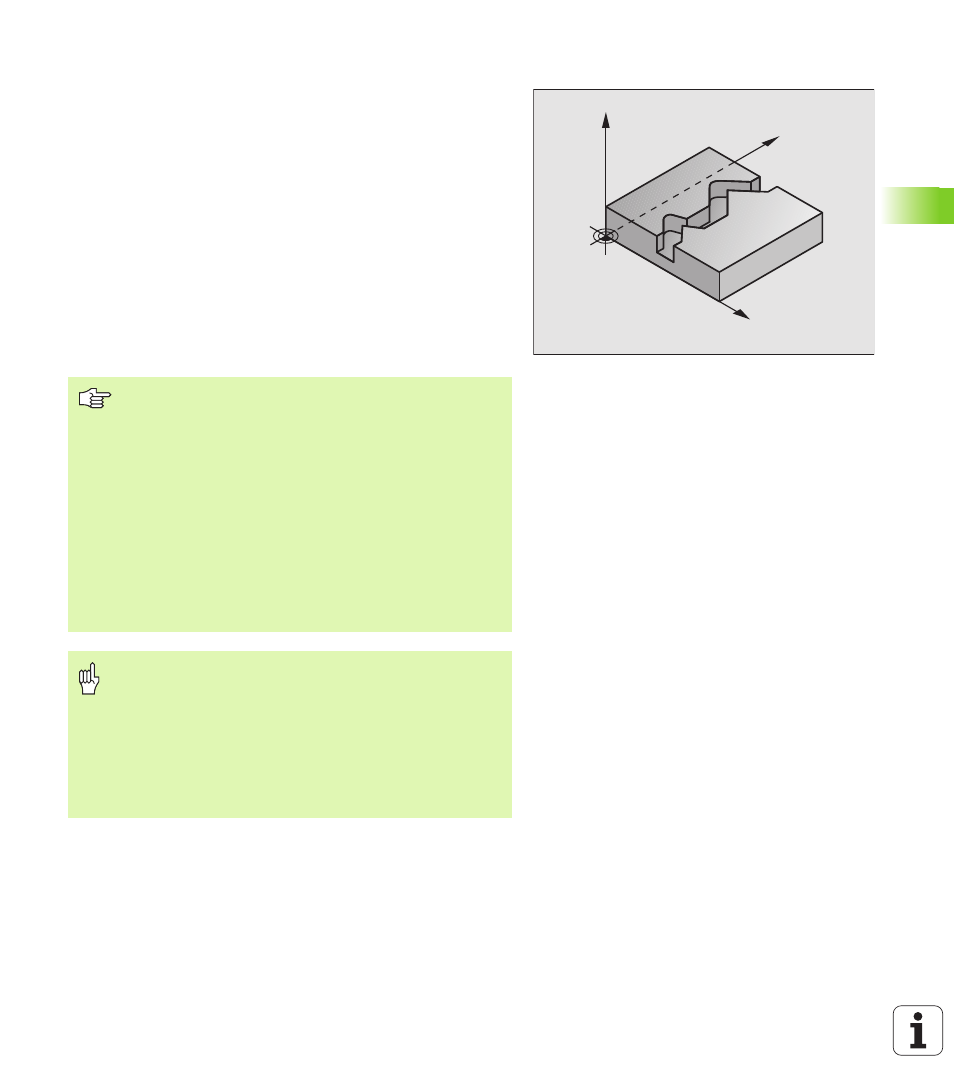
OBRYSOVÉ OBRÁBĚNÍ (cyklus G125)
T mto cyklem lze obrobit ve spojen s cyklem G37 OBRYS „otevřené“
obrysy: začátek a konec obrysu se nekryj .
Cyklus G125 OBRYSOVÉ OBRÁBĚNÍ nab z oproti obráběn
otevřeného obrysu s polohovac mi bloky značné výhody:
TNC kontroluje obráběn na zař znut a na poškozen obrysu. Obrys
překontrolujete pomoc testovac grafiky.
Je li rádius nástroje př liš velký, pak se mus obrys na vnitřn ch
roz ch př padně doobrobit.
Obráběn se dá provést průběžně sousledně nebo nesousledně.
Způsob frézován zůstane dokonce zachován i tehdy, když se
provede zrcadlen obrysů.
Při v ce př suvech může TNC poj ždět nástrojem vratně v obou
směrech: t m se zkrát doba obráběn .
Př davky můžete zadat i tak, aby se hrubovalo a dokončovalo ve
v ce pracovn ch operac ch.
Y
X
Z
Před programován m dbejte na tyto body
Znaménko parametru cyklu Hloubka definuje směr
obráběn . Naprogramujete li hloubku = 0, pak TNC
cyklus neprovede.
TNC respektuje jen prvn Label z cyklu G37 OBRYS.
Pamět’ pro jeden SL cyklus je omezena. V jednom SL
cyklu můžete např. naprogramovat maximálně 1024
př mkových bloků.
Cyklus G120 DATA OBRYSU nen potřebný.
Př mo za cyklem G125 programované polohy v
řetězcových m rách se vztahuj na polohu nástroje na
konci cyklu.
Pozor nebezpeč kolize!
Aby se zabránilo možným koliz m:
Př mo za cyklem G125 neprogramujte žádné
řetězcové m ry, jelikož se řetězcové m ry vztahuj na
polohu nástroje na konci cyklu.
Ve všech hlavn ch osách naj ždějte na definované
(absolutn ) polohy, protože poloha nástroje na konci
cyklu nesouhlas s polohou na začátku cyklu.