8 cykly pr o plošné frézován (řádkován) – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Uživatelská příručka
Stránka 418
418
8 Programován : Cykly
8.8 Cykly pr
o plošné frézován (řádkován)
8
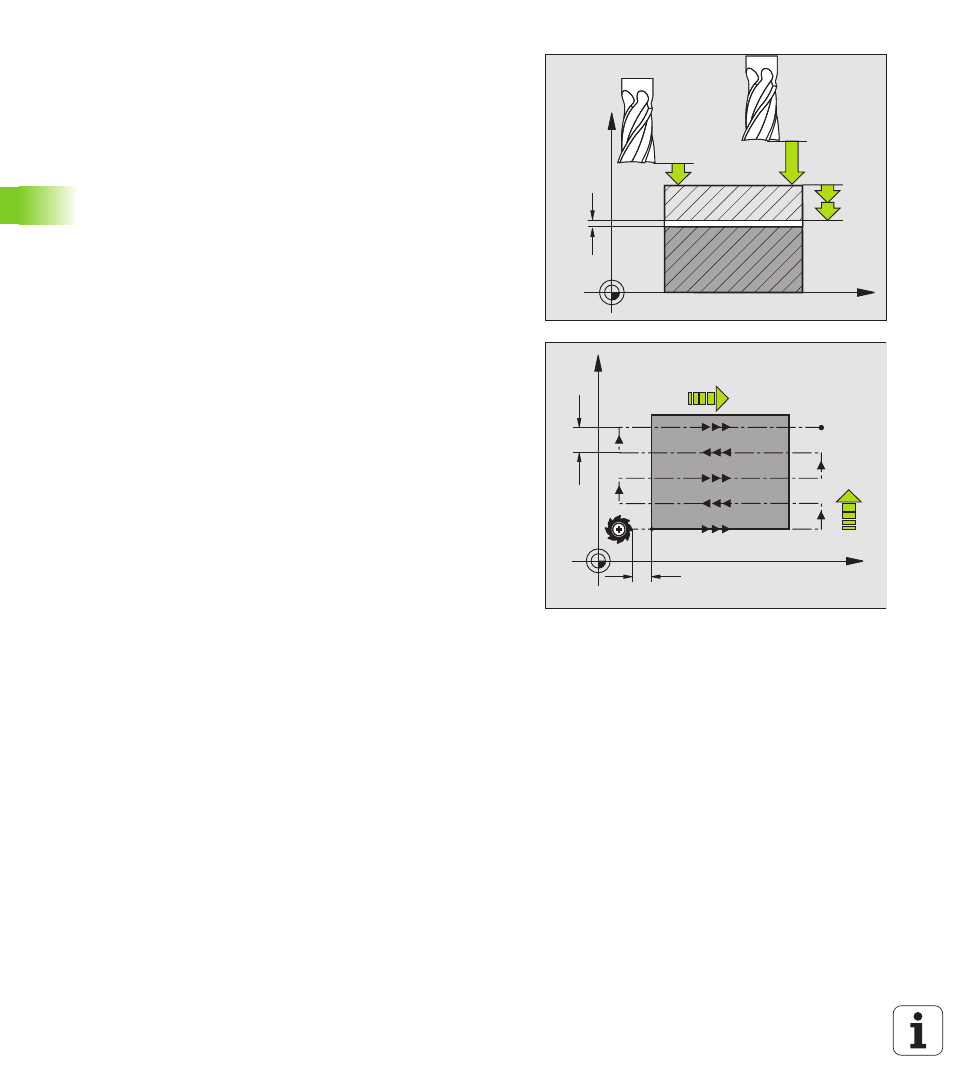
Maximáln hloubka př suvu Q202 (inkrementálně):
rozměr, o který se nástroj pokaždé maximálně
přisune. TNC vypoč tá skutečnou hloubku př suvu z
rozd lu mezi koncovým bodem a bodem startu v ose
nástroje – s ohledem na př davek pro obráběn
načisto – tak, aby se vždy pracovalo se stejnou
hloubkou př suvu.
8
Př davek na dokončen dna Q369 (inkrementálně):
hodnota, která se má použ t jako posledn př suv
8
Faktor maximáln ho překryt dráhy Q370:
maximáln bočn př suv k. TNC vypoč tá skutečný
bočn př suv z 2. bočn délky (Q219) a rádiusu
nástroje tak, aby se pracovalo vždy s konstantn m
bočn m př suvem. Pokud jste zanesli do tabulky
nástrojů rádius R2 (např klad rádius destičky při
použit nožové hlavy), tak TNC př slušně zmenš
bočn př suv.
8
Posuv pro frézován Q207: pojezdová rychlost
nástroje při frézován v mm/min
8
Posuv obráběn načistoQ385: pojezdová rychlost
nástroje při frézován posledn ho př suvu v mm/min
8
Polohovac posuv Q253: pojezdová rychlost
nástroje při naj žděn startovn polohy a při j zdě na
dalš řádku v mm/min; pokud jedete např č
materiálem (Q389=1), tak TNC jede př čný př suv s
frézovac m posuvem Q207
X
Z
Q202
Q200
Q204
Q369
X
Y
Q357
Q253
Q207
k