6 sl c ykly – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Uživatelská příručka
Stránka 385
HEIDENHAIN iTNC 530
385
8.6 SL
c
ykly
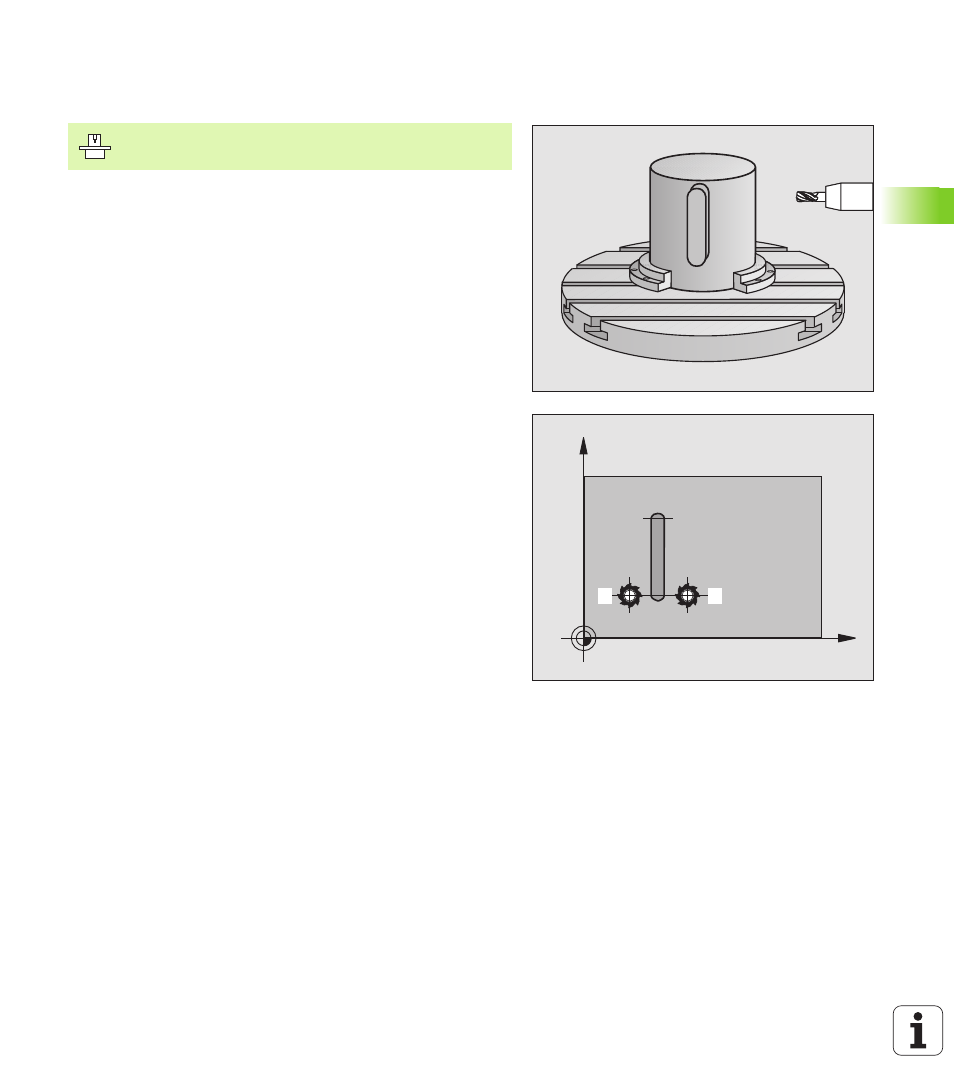
PLÁŠT’ VÁLCE frézován rovného výstupku
(cyklus G129, volitelný software 1)
T mto cyklem můžete přenést na plášt’ válce výstupek, definovaný
na rozvinuté ploše. TNC nastavuje nástroj u tohoto cyklu tak, aby
stěny při aktivn korekci rádiusu prob haly vždy navzájem
rovnoběžně. Dráhu středu výstupku naprogramujte s udán m
korekce rádiusu nástroje. Korekc rádiusu urč te, zda TNC zhotov
výstupek sousledným či nesousledným obráběn m.
Na konc ch výstupku TNC přidává zásadně vždy jeden půlkruh, jehož
rádius odpov dá polovině š řky výstupku.
1
TNC napolohuje nástroj nad výchoz bod obráběn . Výchoz bod
TNC vypoč tá ze š řky výstupku a průměru nástroje. Lež
přesazený o polovinu š řky výstupku a průměr nástroje vedle
prvn ho bodu, který je definovaný v podprogramu obrysu.
Korekce rádiusu určuje, zda se začne vlevo (
1
, RL= sousledně)
nebo vpravo od výstupku (
2
, RR = nesousledně) (viz obrázek
vpravo uprostřed).
2
Když TNC napolohoval do prvn hloubky př suvu, tak nástroj jede
po kružnici frézovac m posuvem Q12 tangenciálně na stěnu
výstupku. Popř padě se bere do úvahy př davek na obroben
stěny načisto.
3
V prvn hloubce př suvu jede nástroj frézovac m posuvem Q12
podél stěny, až je výstupek kompletně obrobený.
4
Poté odjede nástroj tangenciálně od stěny výstupku zpět do
výchoz ho bodu obráběn .
5
Kroky 2 až 4 se opakuj , až se dosáhne naprogramované hloubky
frézován Q1.
6
Poté odjede nástroj v ose nástroje zpět do bezpečné výšky nebo
na posledn polohu naprogramovanou před cyklem (v závislosti
na strojn m parametru 7420).
C
Z
11
12
Stroj a TNC mus být výrobcem stroje připraveny.