8 cykly pr o plošné frézován (řádkován), Př klad: řádkován (plošné frézován ) – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Uživatelská příručka
Stránka 420
420
8 Programován : Cykly
8.8 Cykly pr
o plošné frézován (řádkován)
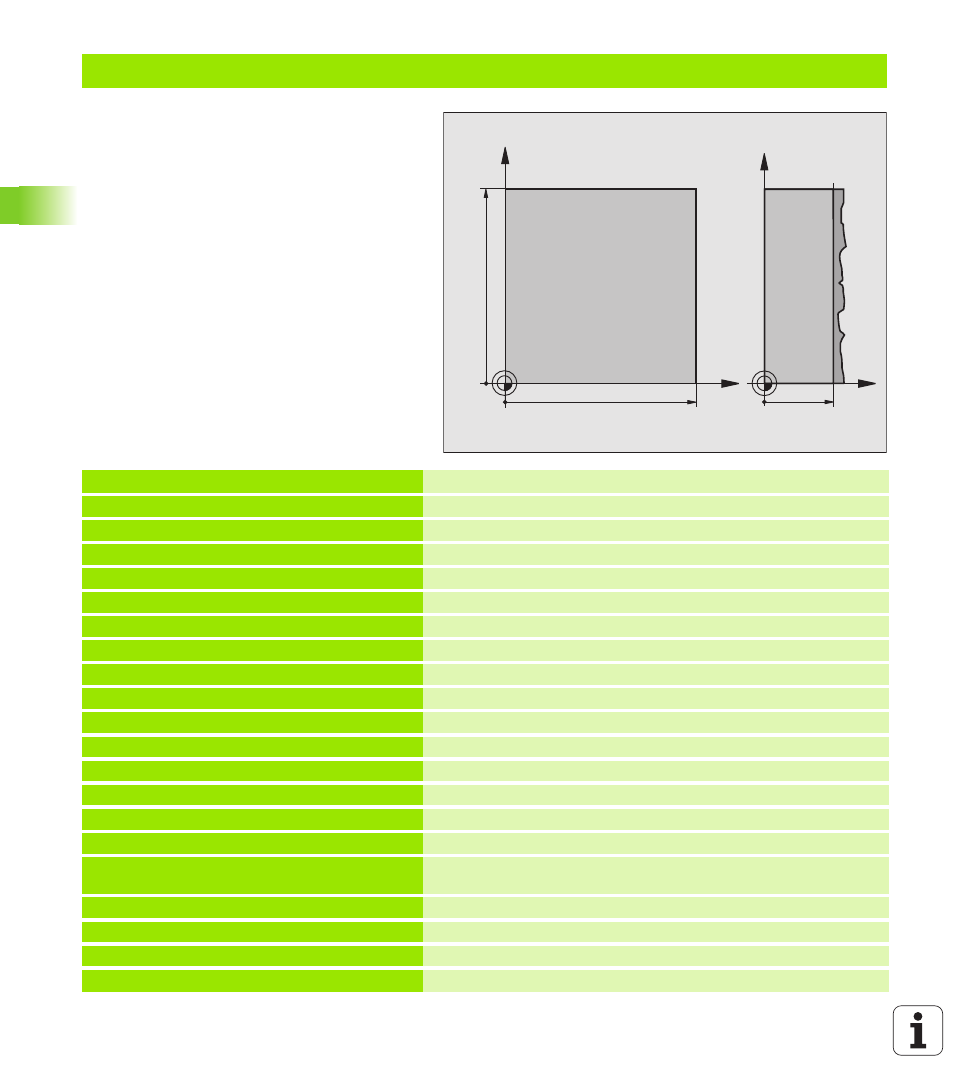
Př klad: Řádkován (plošné frézován )
%C230 G71 *
N10 G30 G17 X+0 Y+0 Z 40 *
Definice neobrobeného polotovaru
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+5 *
Definice nástroje
N40 T1 G17 S3500 *
Vyvolán nástroje
N50 G00 G40 G90 Z+250 *
Odjet nástroje
N60 G230 ŘÁDKOVÁNÍ
Definice cyklu řádkován
Q225=+0
;VÝCHOZÍ BOD 1. OSY
Q226=+0
;VÝCHOZÍ BOD 2. OSY
Q227=+35 ;VÝCHOZÍ BOD 3. OSY
Q218=100 ;1. DÉLKA STRANY
Q219=100 ;2. DÉLKA STRANY
Q240=25
;POČET ŘEZŮ
Q206=250 ;POSUV PŘÍSUVU DO HL.
Q207=400 ;POSUV FRÉZOVÁNÍ
Q209=150 ;PŘÍČNÝ POSUV
Q200=2
;BEZPEČNOSTNÍ
VZDÁLENOST
N70 X 25 Y+0 M03 *
Předpolohován do bl zkosti bodu startu
N80 G79 *
Vyvolán cyklu
N90 G00 G40 Z+250 M02 *
Vyjet nástroje, konec programu
N99999999 %C230 G71 *
X
Y
100
100
Z
Y
35