Použit – HEIDENHAIN iTNC 530 (340 420) Uživatelská příručka
Stránka 111
HEIDENHAIN iTNC 530
85
4.
13 Paletov
ý r
ežim
s ob
ráběnm
orie
n
tov
a
ný
m na nástr
oje
4.13 Paletový režim s obráběn m
orientovaným na nástroje
Použit
Tabulky palet se použ vaj u obráběc ch center s výměn kem palet:
tabulka palet vyvolává pro různé palety př slušné programy obráběn
a aktivuje posunut nulových bodů, popř padě tabulky nulových
bodů.
Tabulky palet můžete rovněž použ t k proveden různých programů s
rozličnými vztažnými body za sebou.
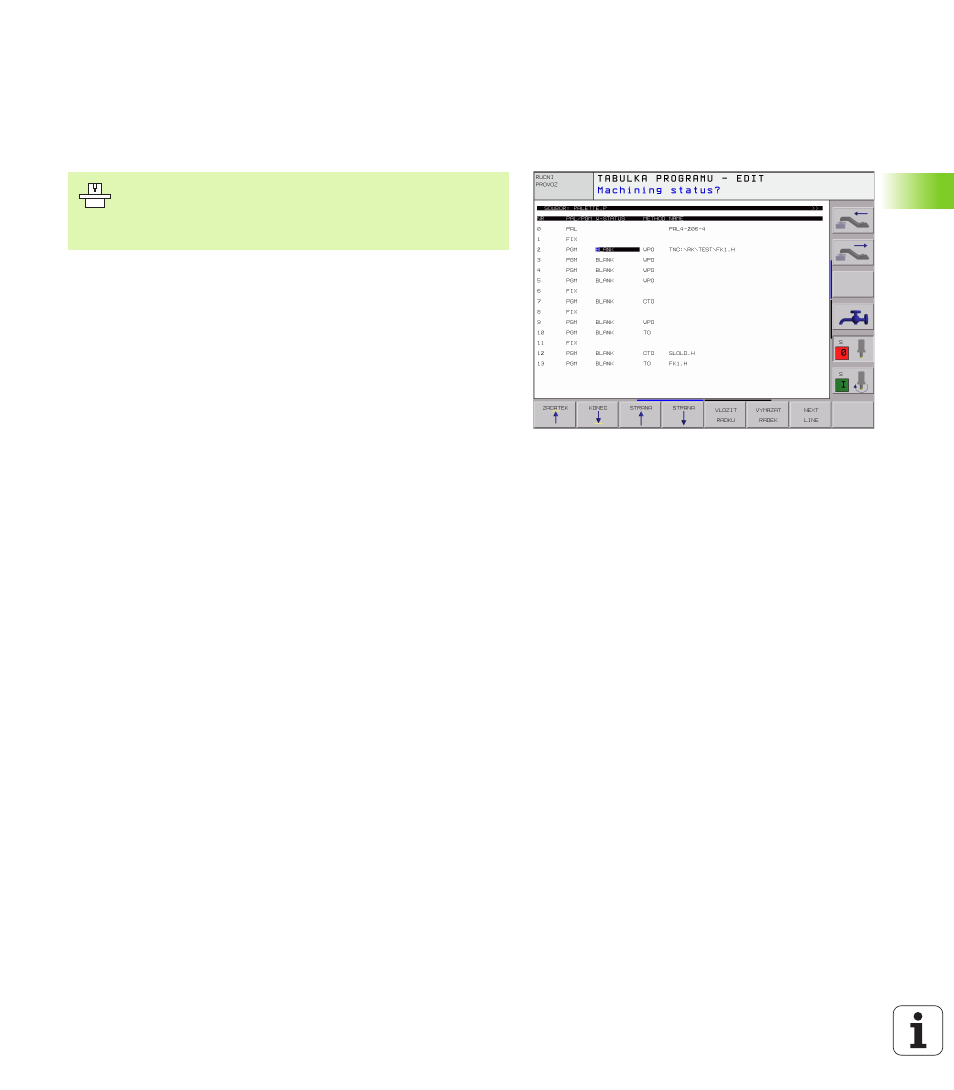
Tabulky palet obsahuj následuj c údaje:
n
PAL/PGM (položka bezpodm nečně nutná):
Položka PAL určuje označen palety, s FIX se označuje up nac
rovina a s PGM urč te obrobek.
n
W STAV :
Aktuáln stav obráběn . Stavem obráběn se určuje postup
obráběn . U neobrobeného obrobku zadejte BLANK. TNC změn
tuto položku při obráběn na NEDOKONČENO a po úplném
obroben na UKONČENO. Pojmem PRÁZDNÝ se označuje m sto,
kde nen upnutý žádný obrobek nebo kde se nemá provádět žádné
obráběn .
n
METODA (položka je bezpodm nečně nutná):
určuje, podle které metody se provede optimalizace programu. S
WPO proběhne obráběn s orientac na nástroje. S TO proběhne
obráběn s orientac na obrobek. Pro zapojen následuj c ch
obrobků do obráběn orientované na nástroje mus te použ t zadán
CTO (angl. continued tool oriented pokračuje orientace na
nástroje). Obráběn s orientac na nástroje je možné i při dalš ch
upnut ch jedné palety, ale nikoliv pro dalš palety.
n
JMÉNO (položka bezpodm nečně nutná):
Jméno palety, př padně jméno programu. Jména palet definuje
výrobce stroje (informujte se v př ručce ke stroji). Programy mus
být uloženy ve stejném adresáři jako tabulka palet, jinak mus te
zadat úplnou cestu k programu.
Správa palet je ve spojen s obráběn m, orientovaným na
nástroje, funkce závislá na typu stroje. V dalš m textu se
popisuje standardn rozsah funkc . O podrobnostech se
informujte v př ručce k vašemu stroji.