HEIDENHAIN iTNC 530 (340 420) Uživatelská příručka
Stránka 277
HEIDENHAIN iTNC 530
251
8.3 Cykl
y k vrtán, ř
e
zán vnitřnch závitů a f
rézo
v
án závitů
U
U
U
U
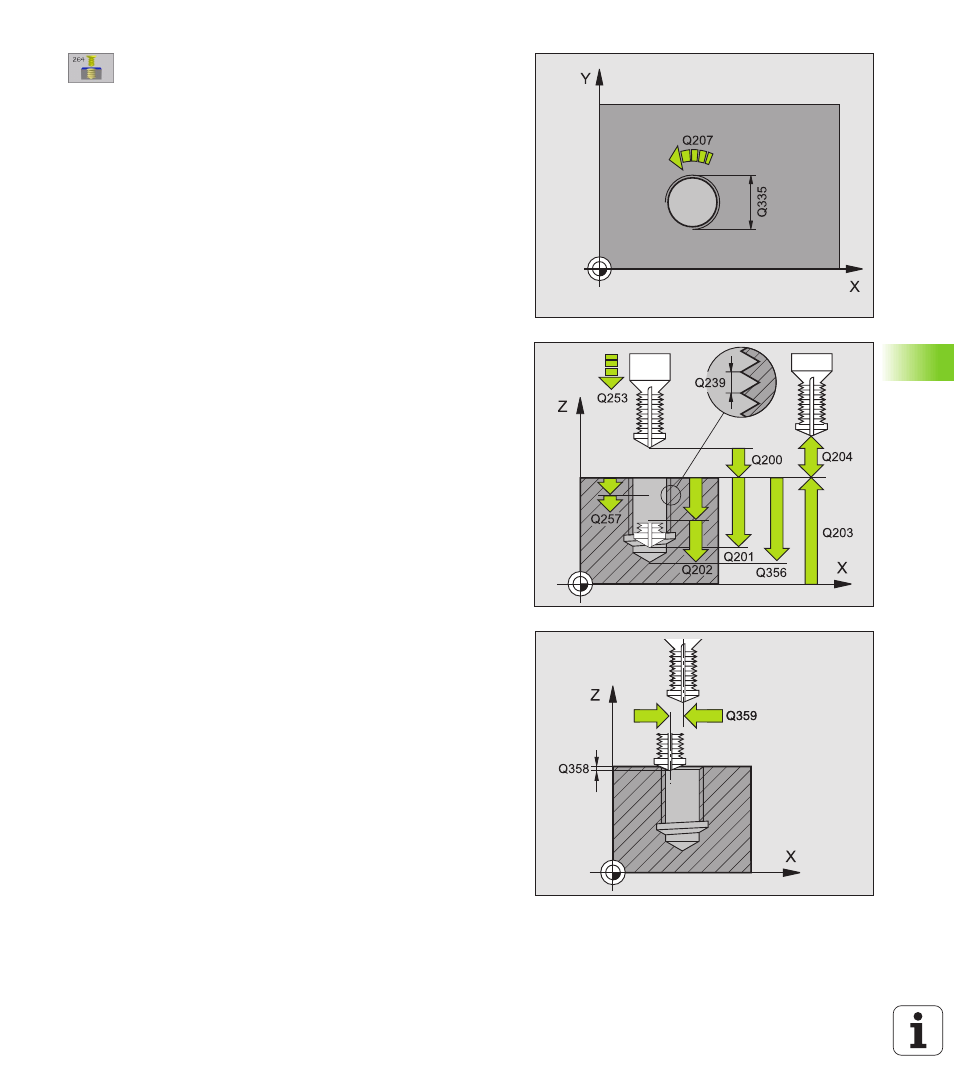
C lový průměr Q335: jmenovitý průměr závitu.
U
U
U
U
Stoupán závitu Q239: stoupán závitu. Znaménko
definuje pravý nebo levý závit:
+= pravý závit
– = levý závit
U
U
U
U
Hloubka závitu Q201 (inkrementálně): vzdálenost
mezi povrchem obrobku a koncem závitu.
U
U
U
U
Hloubka d ry Q356: (inkrementálně): vzdálenost
mezi povrchem obrobku a dnem d ry.
U
U
U
U
Polohovac posuv Q253: pojezdová rychlost
nástroje při zanořován do obrobku, př padně při
vyj žděn z obrobku v mm/min.
U
U
U
U
Druh frézován Q351: druh obráběn frézován m u
M03.
+1 = sousledné frézován
–1 = nesousledné frézován
U
U
U
U
Hloubka př suvu Q202 (inkrementálně): rozměr, o
který se nástroj pokaždé přisune. Hloubka nemus
být násobkem hloubky př suvu. TNC najede na
hloubku v jediné operaci, jestliže:
n
hloubka př suvu a konečná hloubka jsou stejné;
n
hloubka př suvu je větš než konečná hloubka.
U
U
U
U
Představná vzdálenost nahoře Q258
(inkrementálně): bezpečnostn vzdálenost při
polohován rychloposuvem, když TNC po vytažen
nástroje z d ry opět jede na aktuáln hloubku př suvu.
U
U
U
U
Hloubka vrtán do přerušen tř sky Q257
(inkrementálně): př suv, po němž TNC provede
přerušen tř sky. Bez odlamován tř sky, zadáte li
„0“.
U
U
U
U
Zpětný posuv při přerušen tř sky Q256
(inkrementálně): hodnota, o niž TNC odjede
nástrojem zpět při přerušen tř sky.
U
U
U
U
Hloubka čeln ho zahlouben Q358:
(inkrementálně): vzdálenost mezi povrchem
obrobku a špičkou nástroje při čeln m zahlubován .
U
U
U
U
Přesazen při čeln m zahlubován Q359
(inkrementálně): vzdálenost, o n ž TNC přesad střed
nástroje ze středu d ry.