5 p řd avné funkce p ro r o tačn os y – HEIDENHAIN iTNC 530 (340 420) Uživatelská příručka
Stránka 224
198
7 Programován : Př davné funkce
7.5 P
řd
avné funkce p
ro
r
o
tačn os
y
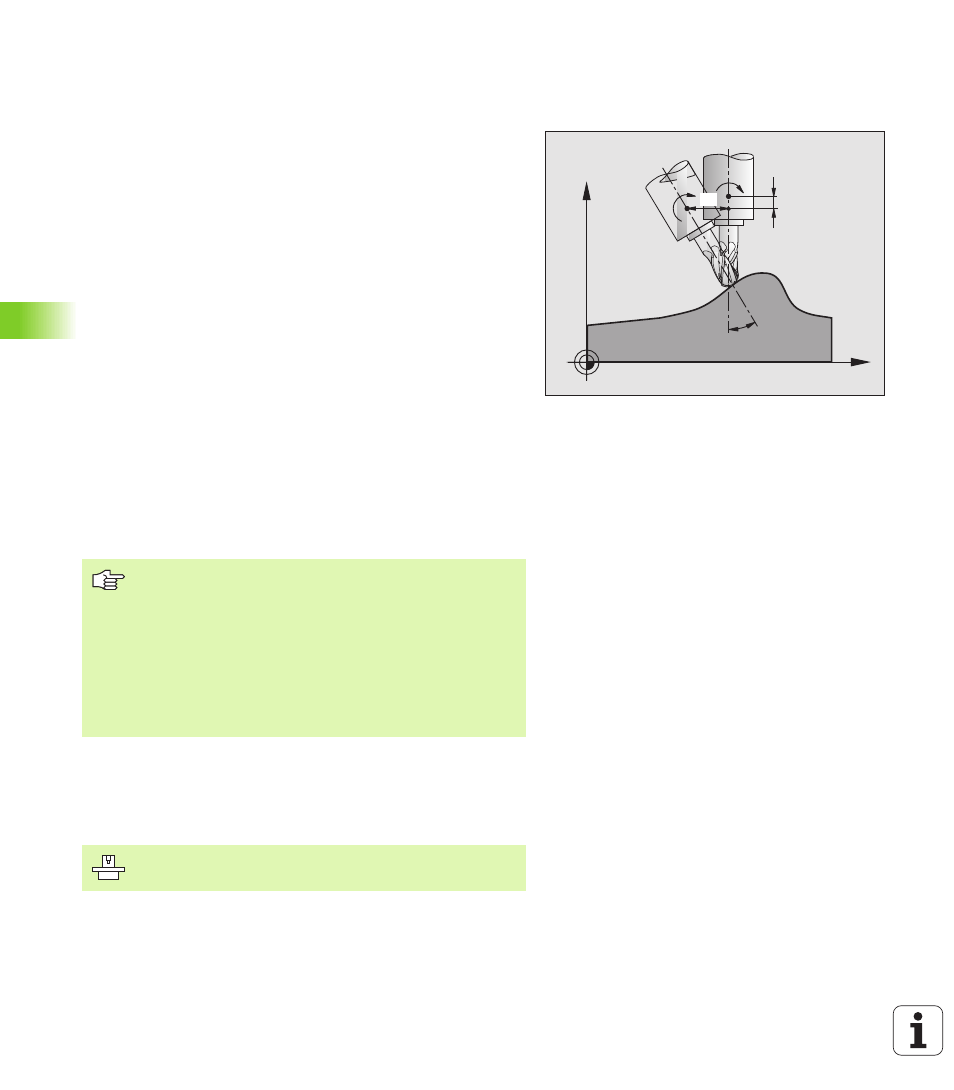
Automatická korekce geometrie stroje při
práci s naklápěc mi osami: M114
Standardn chován
TNC naj žd nástrojem na polohy definované v programu obráběn .
Změn li se v programu poloha naklápěc osy, pak mus
postprocesor vypoč tat takto vzniklé přesazen v lineárn ch osách a
najet je v polohovac m bloku. Protože zde také hraje svou úlohu
geometrie stroje, mus se NC program přepoč tat zvláš
″
pro každý
stroj.
Chován s M114
Změn li se v programu poloha některé ř zené naklápěc osy, pak
TNC automaticky kompenzuje přesazen nástroje pomoc 3D
délkové korekce. Protože je geometrie stroje uložena ve strojn ch
parametrech, kompenzuje TNC automaticky rovněž strojně
specifická přesazen . Programy mus být přepočteny
postprocesorem jen jednou, i když se budou provádět na různých
stroj ch s ř dic m systémem TNC.
Nen li váš stroj vybaven ř zenými naklápěc mi osami (ručn
naklápěn hlavy, hlava polohovaná přes PLC), pak můžete za M114
zadat právě platnou polohu naklápěc hlavy (např klad M114 B+45,
Q parametry jsou povoleny).
Na korekce rádiusu nástroje mus vz t zřetel CAD systém, př padně
postprocesor. Programovaná korekce rádiusu RL/RR vede k vypsán
chybového hlášen .
Provede li TNC délkovou korekci nástroje, pak se programovaný
posuv vztahuje na hrot nástroje, jinak na vztažný bod nástroje.
Účinek
M114 je účinná na začátku bloku, M115 na konci bloku. M114
nepůsob při aktivn korekci rádiusu nástroje.
M114 zruš te funkc M115. Na konci programu se M114 rovněž zruš .
Pokud má váš stroj ř zenou otočnou hlavu, pak můžete
přerušit prováděn programu a změnit polohu naklápěc
osy (např klad ručn m kolečkem).
Pomoc funkce START Z BLOKU N (předběh bloků)
můžete pak pokračovat v prováděn programu obráběn
od m sta přerušen . TNC automaticky respektuje při
aktivn M114 novou polohu naklápěc osy.
Ke změně polohy naklápěc osy ručn m kolečkem během
prováděn programu použijte M118 ve spojen s M128.
Geometrie stroje mus být definována výrobcem stroje ve
strojn ch parametrech 7510 a následuj c ch.
X
Z
dB
dz
dx
B
B