Použit jiného nástroje: delta hodnoty, 3d korekce bez orientace nástroje, Face milling: 3d korekce bez a s orientac nástroje – HEIDENHAIN iTNC 530 (340 420) Uživatelská příručka
Stránka 144: 4 t rojr o změrná ko rekc e nástr oje
118
5 Programován : Nástroje
5.4
T
rojr
o
změrná ko
rekc
e
nástr
oje
Použit jiného nástroje: delta hodnoty
Pokud použijete nástroje, které maj jiné rozměry než původně
předpokládané nástroje, pak zadejte rozd l délek a rádiusu jako
delta hodnoty do tabulky nástrojů nebo do vyvolán nástroje TOOL
CALL:
n
Kladné delta hodnoty DL, DR, DR2: rozměry nástroje jsou větš
než u původn ho nástroje (př davek)
n
Záporné delta hodnoty DL, DR, DR2: rozměry nástroje jsou menš
než u původn ho nástroje (záporný př davek)
TNC pak koriguje pozici nástroje o součet delta hodnot z tabulky
nástroje a z vyvolán nástroje.
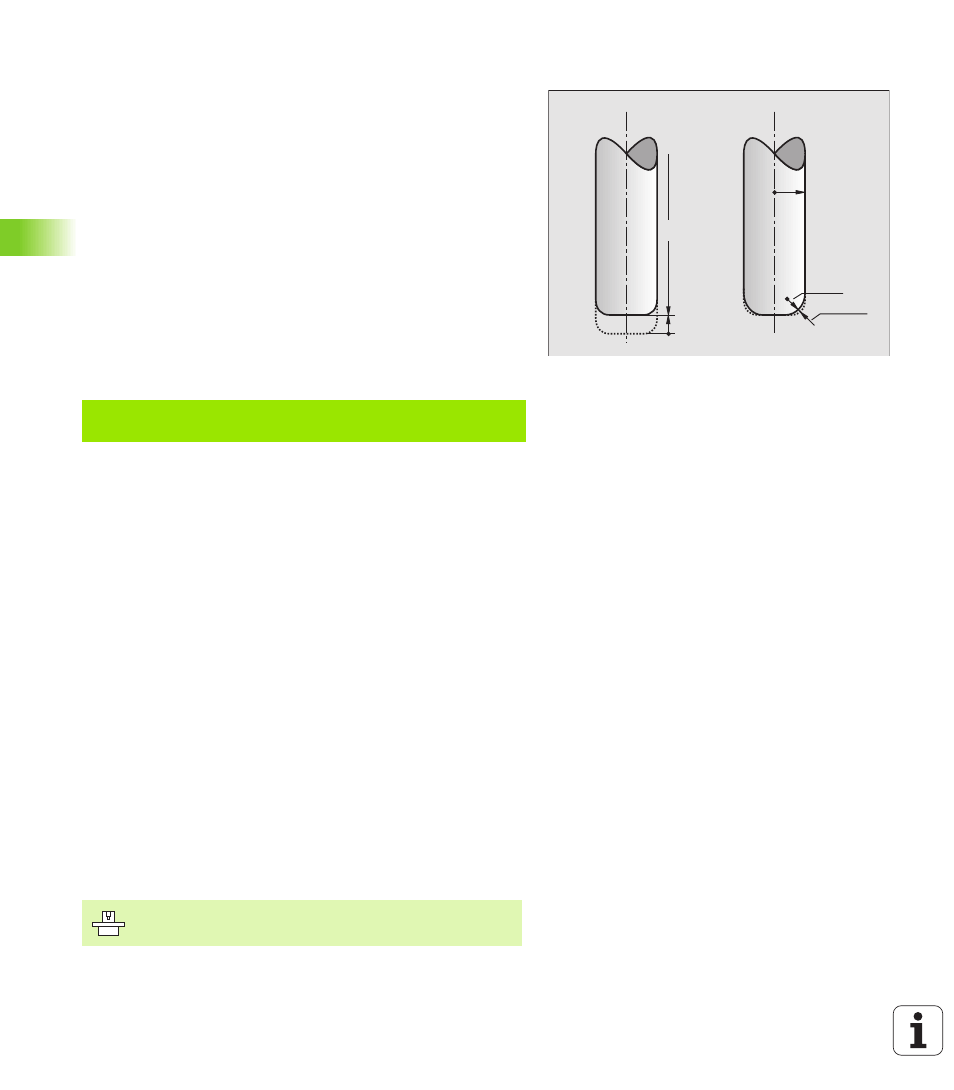
3D korekce bez orientace nástroje
TNC přesad nástroj ve směru normály plochy o součet delta hodnot
(tabulka nástrojů a TOOL CALL).
Př klad: Formát věty s normálou plochy
Posuv F a př davnou funkci M můžete zadat a změnit v provozn m
režimu Program Zadat/Edit.
Souřadnice koncového bodu př mky a složky plošných normál jsou
zadány CAD systémem.
Face Milling: 3D korekce bez a s orientac
nástroje
TNC přesad nástroj ve směru normály plochy o součet delta hodnot
(tabulka nástrojů a TOOL CALL).
Při aktivn funkci M128 (viz „Zachován polohy hrotu nástroje při
polohován naklápěc ch os (TCPM*): M128”, str. 199) drž TNC
nástroj kolmo k obrysu obrobku, pokud nen v bloku LN definována
orientace nástroje.
Když je definována orientace nástroje v bloku LN, tak TNC
automaticky polohuje rotačn osy stroje tak, aby nástroj dosáhl
předvolenou orientaci.
DL>0
L
R
DR2>0
R2
1 LN X+31.737 Y+21,954 Z+33,165
NX+0,2637581 NY+0,0078922 NZ 0,8764339 F1000 M3
LN:
Př mka s 3D korekc
X, Y, Z:
Korigované souřadnice koncového bodu př mky
NX, NY, NZ: Složky plošných normál
F:
Posu v
M:
Př davná funkce
TNC nemůže automaticky polohovat rotačn osy u všech
strojů. Informujte se ve vaš př ručce ke stroji.