Frézování kapes (cyklus 4), Hrubovac cyklus bez automatického napolohován – HEIDENHAIN iTNC 530 (340 420) Uživatelská příručka
Stránka 294
268
8 Programován : cykly
8.4 Cykly k
frézován kapes, ostrůvků (čepů)
a drá
žek
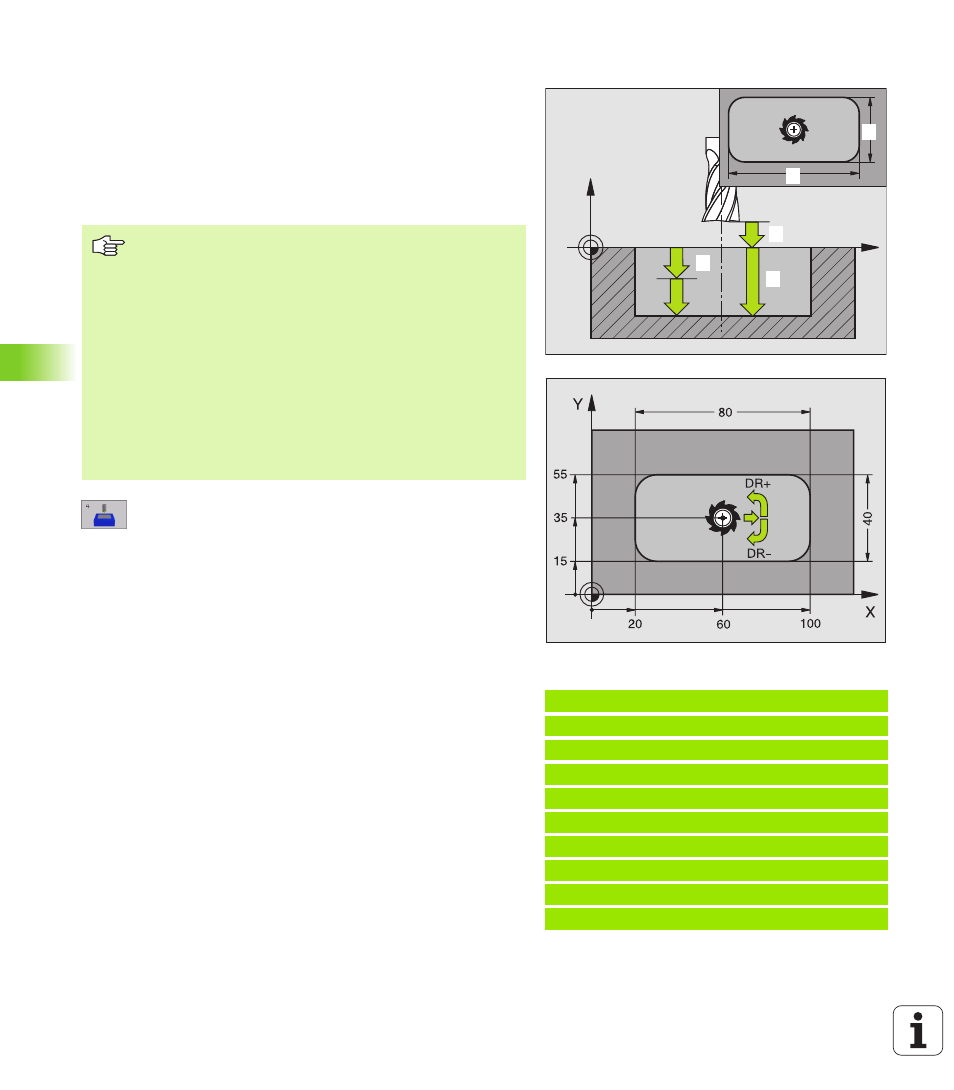
FRÉZOVÁNÍ KAPES (cyklus 4)
1
Nástroj se v poloze startu (střed kapsy) zap chne do obrobku a
naj žd na prvn hloubku př suvu.
2
Potom nástroj přej žd nejprve v kladném směru delš strany – u
čtvercových kapes v kladném směru Y – a hrubuje kapsu směrem
zevnitř ven.
3
Tento postup (1 a 2) se opakuje, až se dosáhne určené hloubky.
4
Na konci cyklu odjede TNC nástrojem zpět do polohy startu.
U
U
U
U
Bezpečnostn vzdálenost
1
(inkrementálně):
vzdálenost hrot nástroje (poloha startu) – povrch
obrobku.
U
U
U
U
Hloubka
2
(inkrementálně): vzdálenost povrchu
obrobku– dna kapsy.
U
U
U
U
Hloubka př suvu
3
(inkrementálně): rozměr, o který
se nástroj pokaždé přisune. TNC najede na hloubku
v jediné operaci, jestliže:
n
hloubka př suvu a konečná hloubka jsou stejné;
n
hloubka př suvu je větš než konečná hloubka.
U
U
U
U
Posuv př suvu do hloubky: pojezdová rychlost
nástroje při zapichován .
U
U
U
U
1. délka strany
4
: délka kapsy paralelně s hlavn
osou roviny obráběn .
U
U
U
U
2. délka strany
5
: š řka kapsy.
U
U
U
U
Posuv F: pojezdová rychlost nástroje v rovině
obráběn .
U
U
U
U
Otáčen ve smyslu hodinových ručiček
DR +: sousledné frézován při M3
DR –: protiběžné frézován při M3
Př klad: NC bloky
11 L Z+100 R0 FMAX
12 CYCL DEF 4.0 FREZOVANI KAPES
13 CYCL DEF 2,1 VZDAL 2
14 CYCL DEF 4,2 HLOUBKA 10
15 CYCL DEF 4.3 PRISUV 4 F80
16 CYCL DEF 4.4 X80
17 CYCL DEF 4.5 Y40
18 CYCL DEF 4.6 F100 DR+ RADIUS 10
19 L X+60 Y+35 FMAX M3
20 L Z+2 FMAX M99
X
Z
1
1
1
2
1
3
1
4
1
5
Před programován m dbejte na tyto body:
Použ vejte frézu s čeln mi zuby (DIN 844) nebo předvrtán
ve středu kapsy.
Předpolohován nad střed kapsy s korekc rádiusu R0.
Polohovac blok naprogramujte do bodu startu v ose
vřetena (bezpečnostn vzdálenost nad povrchem
obrobku).
Znaménko parametru cyklu Hloubka definuje směr
obráběn . Naprogramujete li hloubku = 0, pak TNC
cyklus neprovede.
Pro 2. délku strany plat následuj c podm nka: 2. délka
strany je větš než [(2 x rádius zaoblen ) + stranový př suv k].