1 princip a přehled funkc, Připom nky pro programován – HEIDENHAIN iTNC 530 (340 420) Uživatelská příručka
Stránka 404
378
10 Programován : Q parametry
10.1 Princip
a př
e
hled funkc
10.1 Princip a přehled funkc
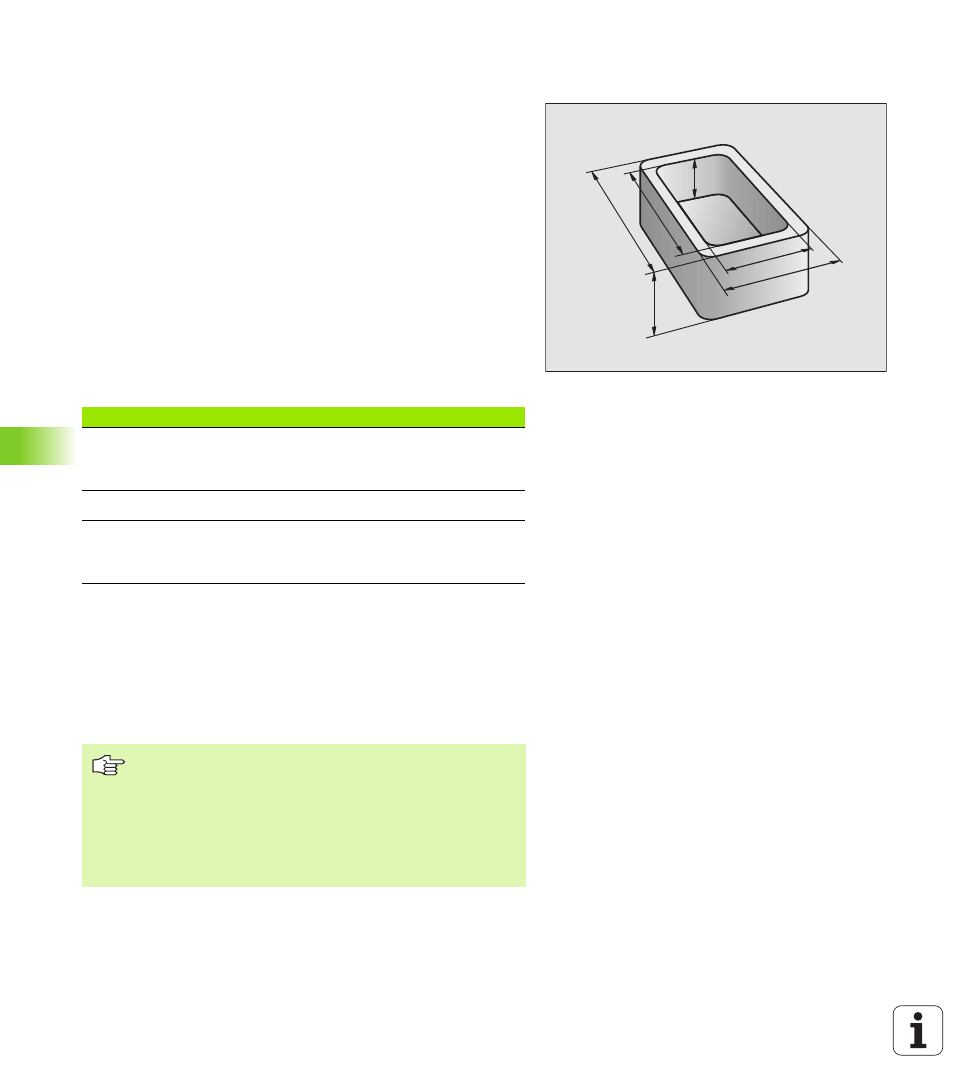
Pomoc Q parametrů můžete jedn m programem obráběn definovat
celou skupinu součást . Toho dosáhnete zadán m zástupce na m sto
č selného údaje: Q parametru
Q parametry lze např klad použ t pro
n
hodnoty souřadnic;
n
posuvy;
n
otáčky;
n
data cyklů.
Mimoto můžete pomoc Q parametrů programovat obrysy, které
jsou popsány pomoc matematických funkc , nebo ř dit prováděn
obráběc ch kroků v závislosti na splněn logických podm nek. Ve
spojen s volným programován m obrysů (FK) můžete kombinovat s
Q parametry rovněž obrysy, které nejsou dostatečně okótovány.
Každý Q parametr je označen p smenem Q a č slem od 0 do 299.
Q parametry jsou rozděleny do tř oblast :
Připom nky pro programován
Q parametry a č selné hodnoty lze v programu zadávat sm šeně.
Q parametrům můžete přiřazovat č selné hodnoty od –99 999,9999
do +99 999,9999. Interně může TNC poč tat s č selnými hodnotami
až do š řky 57 bitů před a až do 7 bitů za desetinnou tečkou (š řka
č sla 32 bitů odpov dá des tkové hodnotě 4 294 967 296).
Význam
Rozsah
Volně použitelné parametry, všeobecně účinné
pro všechny programy nacházej c se v paměti
TNC.
Q0 až Q99
Parametry pro zvláštn funkce TNC.
Q100 až Q199
Parametry použ vané předevš m pro cykly,
všeobecně účinné pro všechny programy
nacházej c se v paměti TNC.
Q200 až Q399
Q4
Q2
Q3
Q1
Q5
Q6
TNC přiřazuje některým Q parametrům samočinně stále
stejná data, např klad Q parametru Q108 aktuáln rádius
nástroje, viz „Předobsazené Q parametry”, str. 410.
Použ váte li parametry Q60 až Q99 v uživatelských
cyklech, pak nadefinujte přes strojn parametr MP7251,
zda tyto parametry maj působit pouze lokálně v
uživatelských cyklech nebo globálně pro všechny
programy.