Obrysová data (cyklus 20), 20 data obrysu (naléhavě potřebný), 6 sl c ykly – HEIDENHAIN iTNC 530 (340 420) Uživatelská příručka
Stránka 326
300
8 Programován : cykly
8.6 SL
c
ykly
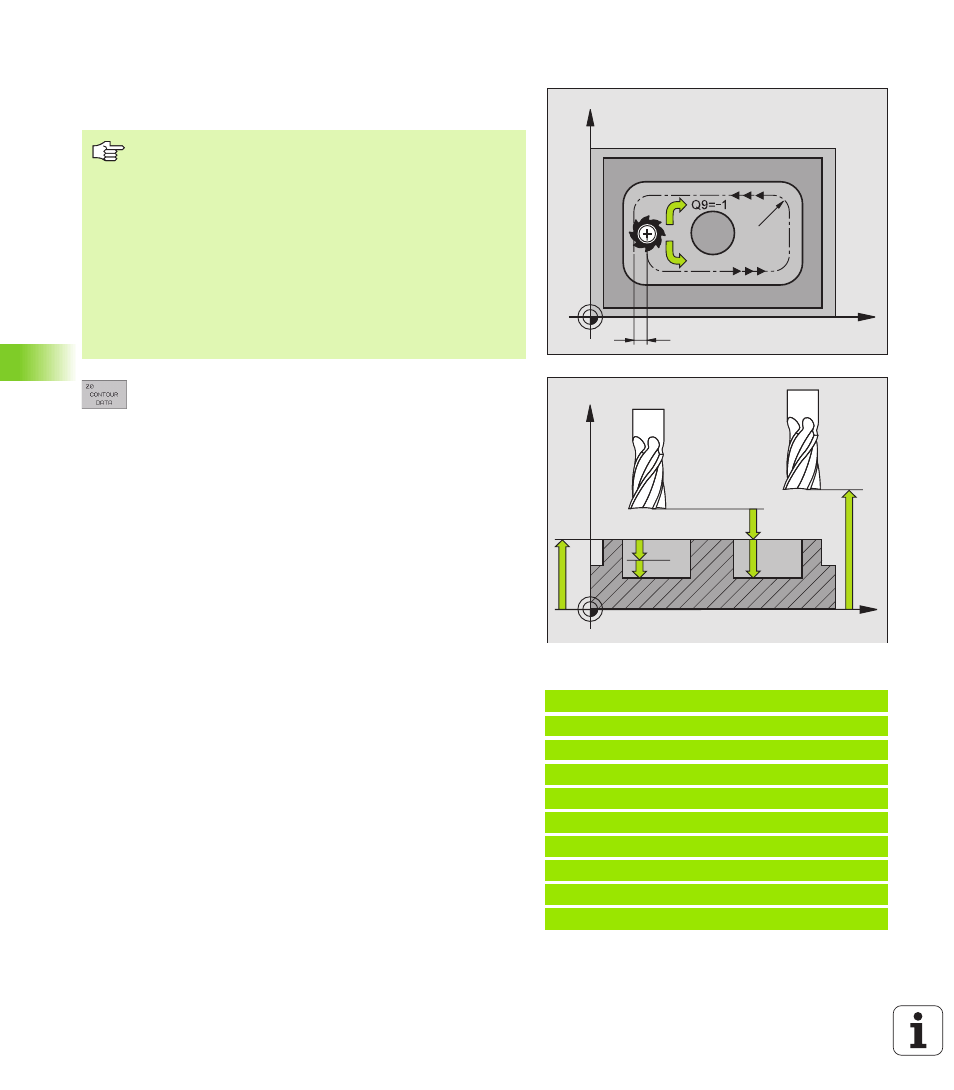
OBRYSOVÁ DATA (cyklus 20)
V cyklu 20 zadáte informace pro obráběn pro podprogramy s d lč mi
obrysy.
U
U
U
U
Hloubka frézován Q1 (inkrementálně): vzdálenost
mezi povrchem obrobku – dnem kapsy.
U
U
U
U
Překryt dráhy Faktor Q2: Q2 x rádius nástroje
udává stranový př suv k.
U
U
U
U
Př davek načisto pro stěnu Q3 (inkrementálně):
př davek na dokončen v rovině obráběn .
U
U
U
U
Př davek načisto pro hloubku Q4 (inkrementálně):
př davek na dokončován pro dno.
U
U
U
U
Souřadnice povrchu obrobku Q5 (absolutně):
absolutn souřadnice povrchu obrobku.
U
U
U
U
Bezpečnostn vzdálenost Q6 (inkrementálně):
vzdálenost mezi čelem nástroje a povrchem
obrobku.
U
U
U
U
Bezpečná výška Q7 (absolutně): absolutn výška, v
n ž nemůže doj t ke kolizi s obrobkem (pro
mezipolohován a návrat na konci cyklu).
U
U
U
U
Vnitřn rádius zaoblen Q8: rádius zaoblen
vnitřn ch „rohů“; zadaná hodnota se vztahuje na
dráhu středu nástroje.
U
U
U
U
Smysl otáčen ? Ve smyslu hodinových ručiček =
1 Q9: směr obráběn pro kapsy.
n
ve smyslu hodinových ručiček (Q9 = 1
nesousledně pro kapsu a ostrůvek)
n
proti smyslu hodinových ručiček (Q9 = +1
sousledně pro kapsu a ostrůvek).
Při přerušen programu můžete parametry obráběn překontrolovat a
př padně přepsat.
Př klad: NC bloky
57 CYCL DEF 20.0 OBRYSOVA DATA
Q1= 20 ;HLOUBKA FRÉZOVÁNÍ
Q2=1
;PŘEKRÝVÁNÍ DRAH
Q3=+0.2 ;PŘÍDAVEK STRANY
Q4=+0.1 ;PŘÍDAVEK HLOUBKY
Q5=+30 ;SOUŘADNICE POVRCHU
Q6=2
;BEZPEČNOSTNÍ VZDÁLENOST
Q7=+80 ;BEZPEČNÁ VÝŠKA
Q8=0.5 ;RÁDIUS ZAOBLENÍ
Q9=+1
;SMĚR OTÁČENÍ
X
Y
k
Q9=+1
Q8
X
Z
Q6
Q7
Q1
Q10
Q5
Před programován m dbejte na tyto body:
Cyklus 20 je aktivn jako DEF, to znamená, že cyklus 20 je
aktivn od své definice v programu obráběn .
Znaménko parametru cyklu Hloubka definuje směr
obráběn . Naprogramujete li hloubka = 0, pak TNC daný
cyklus neprovede.
Informace pro obráběn zadané v cyklu 20 plat pro cykly
21 až 24.
Použijete li SL cykly v programech s Q parametry, pak
nesm te použ t parametry Q1 a Q19 jako parametry
programu.