3 na jet a opuš těn o b ry su – HEIDENHAIN iTNC 530 (340 420) Uživatelská příručka
Stránka 167
HEIDENHAIN iTNC 530
141
6.3 Na
jet a opuš
těn o
b
ry
su
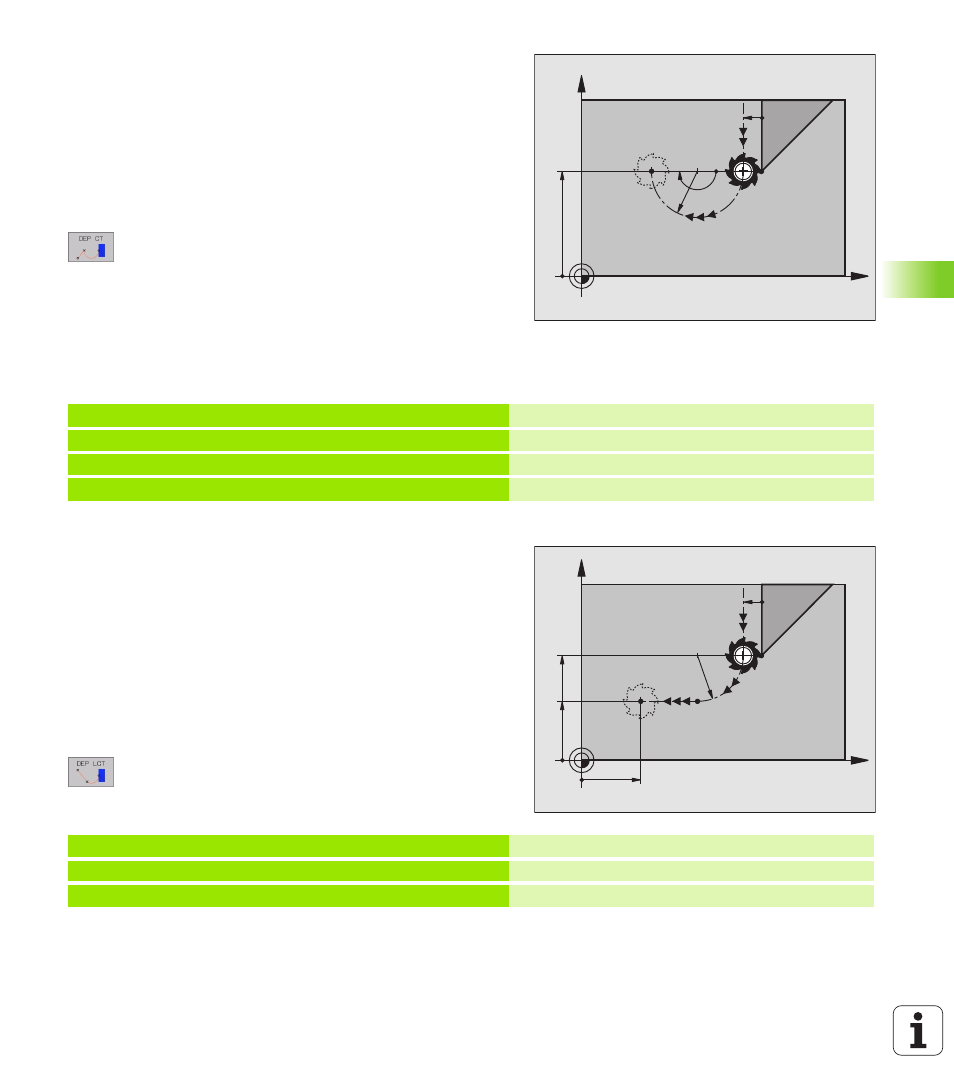
Odjet po kruhové dráze s tangenciáln m
napojen m: DEP CT
TNC odj žd nástrojem po př mce z posledn ho bodu obrysu P
E
do
koncového bodu P
N
. Kruhová dráha je tangenciálně napojena na
posledn prvek obrysu.
U
U
U
U
Naprogramovat posledn prvek obrysu s koncovým bodem P
E
a
korekc rádiusu.
U
U
U
U
Zahájit dialog stiskem klávesy APPR/DEP a softklávesy DEP CT:
U
U
U
U
Úhel středu CCA kruhové dráhy
U
U
U
U
Rádius R kruhové dráhy
n
Nástroj má opustit obrobek na té straně, která byla
definovaná korekc rádiusu: Zadejte kladné R.
n
Nástroj má opustit obrobek protichodně ke
straně, která byla definovaná korekc rádiusu:
zadejte záporné R
Př klad NC bloků
Odjet po kruhové dráze
s tangenciáln připojen m na obrys
a úsečku: DEP LCT
TNC odj žd nástrojem po kruhové dráze z posledn ho prvku obrysu
P
E
do pomocného bodu P
H
. Odtud odj žd po př mce do koncového
bodu P
N
. Posledn prvek obrysu a př mka P
H
– P
N
maj s kruhovou
dráhou tangenciáln přechody. T m je kruhová dráha jednoznačně
definovaná pomoc rádiusu R.
U
U
U
U
Naprogramovat posledn prvek obrysu s koncovým bodem P
E
a
korekc rádiusu.
U
U
U
U
Zahájit dialog stiskem klávesy APPR/DEP a softklávesy DEP LCT:
U
U
U
U
Zadat souřadnice koncového bodu P
N
.
U
U
U
U
Rádius R kruhové dráhy. Zadejte kladné R.
Př klad NC bloků
X
Y
20
P
N
R0
P
E
RR
R8
180°
RR
23 L Y+20 RR F100
Posledn prvek obrysu: P
E
s korekc rádiusu
24 DEP CT CCA 180 R+8 F100
Úhel středu = 180°,
Rádius kruhové dráhy = 8 mm
25 L Z+100 FMAX M2
Vyjet v ose Z, skok na začátek, konec programu
X
Y
20
P
N
R0
P
E
RR
RR
12
10
R8
P
H
R0
23 L Y+20 RR F100
Posledn prvek obrysu: P
E
s korekc rádiusu
24 DEP LCT X+10 Y+12 R+8 F100
Souřadnice P
N
, rádius kruhové dráhy = 8 mm
25 L Z+100 FMAX M2
Vyjet v ose Z, skok na začátek, konec programu