Vrtání závitu bez vyrovnávac hlavy gs (cyklus 17), 17 řezání vnitřních závitů gs bez vyrovnávac hlavy – HEIDENHAIN iTNC 530 (340 420) Uživatelská příručka
Stránka 261
HEIDENHAIN iTNC 530
235
8.3 Cykl
y k vrtán, ř
e
zán vnitřnch závitů a f
rézo
v
án závitů
VRTÁNÍ ZÁVITU bez vyrovnávac hlavy GS
(cyklus 17)
TNC řeže závit bu v jedné nebo několika operac ch bez délkové
vyrovnávac hlavy.
Výhody oproti cyklu vrtán závitu s vyrovnávac hlavou:
n
vyšš rychlost obráběn ;
n
opakován stejného závitu, protože vřeteno se při vyvolán cyklu
nastav do polohy 0° (závis na strojn m parametru 7160);
n
větš rozsah pojezdu v ose vřetena, nebo
″
odpadá vyrovnávac
hlava.
U
U
U
U
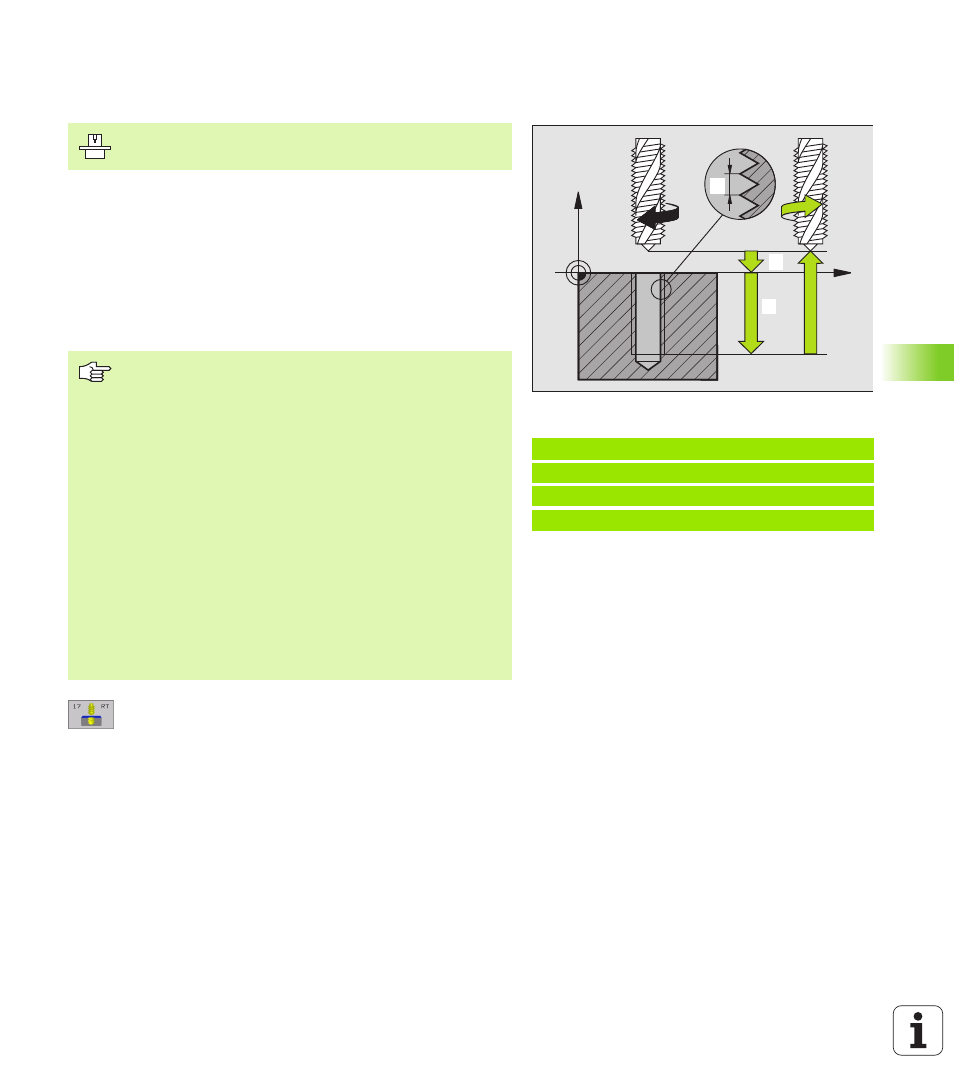
Bezpečnostn vzdálenost
1
(inkrementálně):
vzdálenost hrot nástroje (poloha startu) – povrch
obrobku.
U
U
U
U
Hloubka vrtán
2
(inkrementálně): vzdálenost
povrchu obrobku (začátku závitu) – konce závitu.
U
U
U
U
Stoupán závitu
3
:
stoupán závitu. Znaménko definuje pravý nebo levý
závit:
+= pravý závit
–= levý závit
Př klad: NC bloky
18 CYCL DEF 17.0 REZANI VNITRNIHO ZAVITU GS
19 CYCL DEF 17,1 VZDAL 2
20 CYCL DEF 17,2 HLOUB KA 20
21 CYCL DE F 17.3 STOUP +1
X
Z
1
111
1
2
1
3
Stroj a TNC mus být výrobcem stroje připraveny.
Před programován m dbejte na tyto body:
Naprogramovat polohovac blok do bodu startu (střed
d ry) v rovině obráběn s korekc rádiusu R0.
Polohovac blok naprogramujte do bodu startu v ose
vřetena (bezpečnostn vzdálenost nad povrchem
obrobku).
Znaménko parametru Hloubka Vrtán definuje směr
vrtán .
TNC vypočte posuv v závislosti na otáčkách vřetena.
Pokud během vrtán závitu otáč te regulátorem pro
override otáček vřetena, přizpůsob TNC automaticky
posuv.
Otočný regulátor pro override posuvu nen aktivn .
Na konci cyklu se vřeteno zastav . Před dalš m
obráběn m opět zapněte otáčen vřetena s M3
(popř padě s M4).