Parametry cyklu – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Uživatelská příručka
Stránka 139
HEIDENHAIN iTNC 530
139
5.2 PRA
V
OÚHLÁ KAPSA (cyklus 251, DIN/ISO: G251)
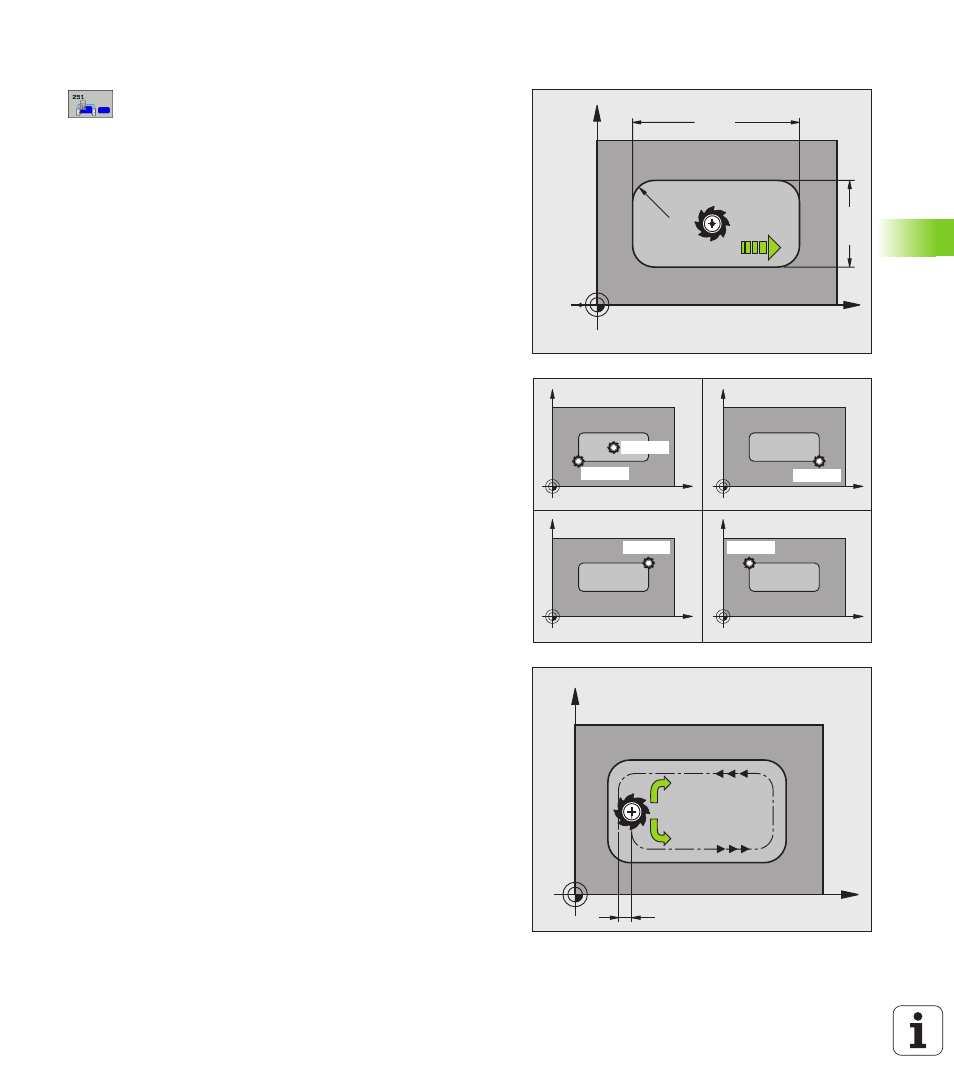
Parametry cyklu
U
Rozsah obrábění (0/1/2) Q215: definice rozsahu
obrábění:
0: hrubování a dokončování
1: pouze hrubování
2: pouze dokončování
Dokončení stěn a dokončení dna se provede pouze
tehdy, je-li definován příslušný přídavek na dokončení
(Q368, Q369)
U
Délka 1. strany Q218 (inkrementálně): délka kapsy
paralelně s hlavní osou roviny obrábění. Rozsah
zadání 0 až 99 999,9999
U
Délka 2. strany Q219 (inkrementálně): délka kapsy
paralelně s vedlejší osou roviny obrábění. Rozsah
zadání 0 až 99 999,9999
U
Rádius rohu Q220: rádius rohu kapsy. Je-li zadána 0,
nastaví TNC rádius rohu rovný rádiusu nástroje.
Rozsah zadání 0 až 99 999,9999
U
Přídavek na dokončení stěny Q368 (inkrementálně):
přídavek na dokončení v rovině obrábění. Rozsah
zadání 0 až 99 999,9999
U
Poloha natočení Q224 (absolutně): úhel, o nějž se celá
kapsa natočí. Střed natočení leží v té poloze, v níž
stojí nástroj při vyvolání cyklu. Rozsah zadání -
360,0000 až 360,0000
U
Poloha kapsy Q367: poloha kapsy vztažená k poloze
nástroje při vyvolání cyklu:
0: poloha nástroje = střed kapsy
1: poloha nástroje = levý dolní roh
2: poloha nástroje = pravý dolní roh
3: poloha nástroje = pravý horní roh
4: poloha nástroje = levý horní roh
U
Posuv pro frézování Q207: Pojezdová rychlost nástroje
při frézování v mm/min. Rozsah zadávání 0 až
99 999,999; alternativně FAUTO, FU, FZ
U
Druh frézování Q351: druh obrábění frézováním při
M3:
+1 = sousledné frézování
–1 = nesousledné frézování
alternativně PREDEF
X
Y
Q21
9
Q218
Q207
Q220
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4
X
Y
k
Q351= +1
Q351= 1