Provádění cyklu – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Uživatelská příručka
Stránka 371
HEIDENHAIN iTNC 530
371
15.12 VZT
A
ŽNÝ BOD ST
Ř
ED 4 OTVOR
Ů
(cyklus 418, DIN/ISO: G418)
15.12 VZTAŽNÝ BOD STŘED 4
OTVORŮ (cyklus 418, DIN/ISO:
G418)
Provádění cyklu
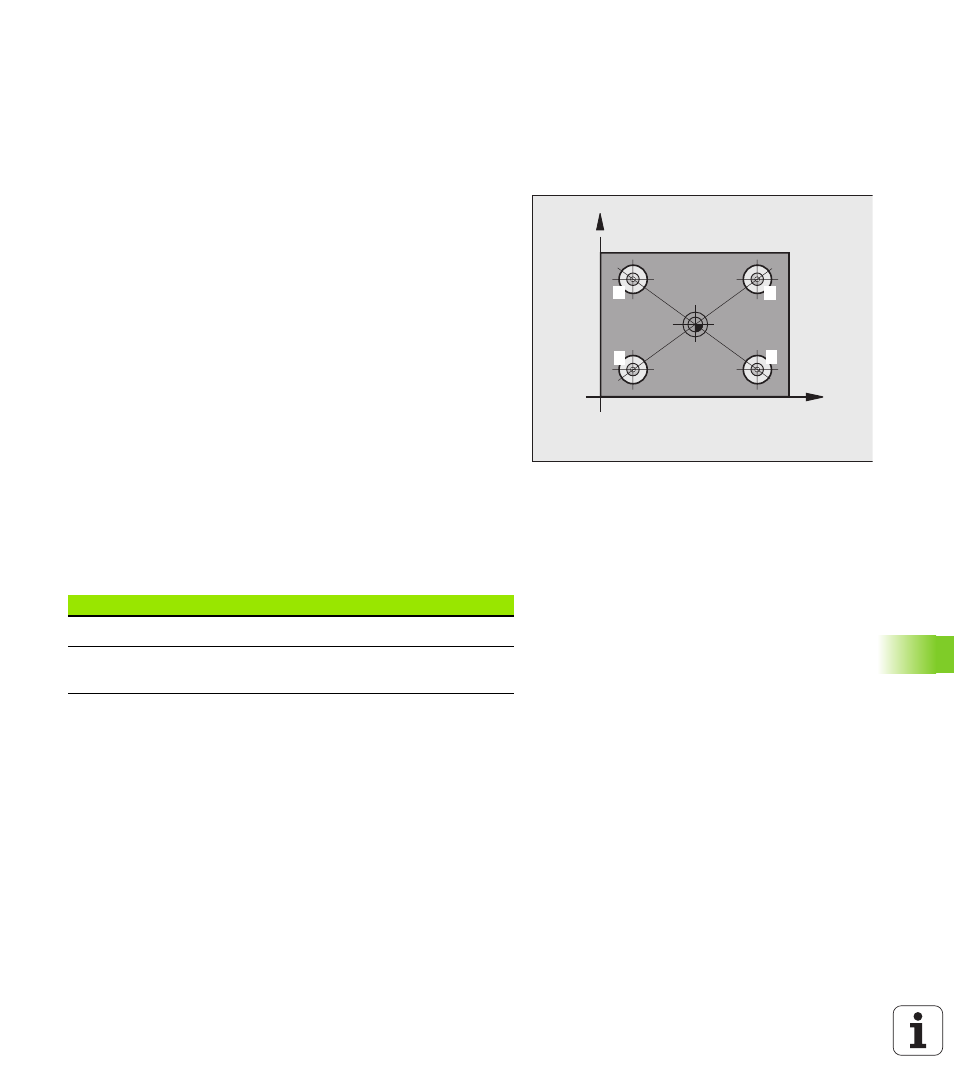
Cyklus dotykové sondy 418 vypočítá průsečík spojovacích přímek
vždy dvou středů děr a nastaví tento průsečík jako vztažný bod.
Volitelně může TNC také zapsat tento průsečík do tabulky nulových
bodů nebo tabulky Preset.
1 TNC polohuje dotykovou sondu rychloposuvem (hodnota z
MP6150, příp. MP6361) a podle polohovací logiky (viz „Zpracování
cyklů dotykové sondy” na stranì 306) do středu první díry
1
2 Poté přejede dotyková sonda do zadané výšky měření a zjistí
sejmutím čtyř bodů střed první díry
3 Poté odjede dotyková sonda zpět do bezpečné výšky a napolohuje
se do zadaného středu druhé díry
2
4 TNC přejede dotykovou sondou do zadané výšky měření a
sejmutím čtyř bodů zjistí střed druhé díry
5 TNC opakuje kroky 3 a 4 pro díry
3
a
4
6 Poté polohuje TNC dotykovou sondu do bezpečné výšky a
zpracuje zjištěný vztažný bod podle hodnot v parametrech cyklů
Q303 a Q305(viz „Uložení vypočítaného vztažného bodu” na
stranì 332). TNC vypočítá vztažný bod jako průsečík spojnic středů
děr
1
/
3
a
2
/
4
a uloží aktuální hodnotu do následujících Q-
parametrů
7 Pokud se to požaduje, zjistí pak TNC dalším samostatným
snímacím pochodem ještě vztažný bod v ose dotykové sondy
X
Y
1
2
3
4
Číslo parametru
Význam
Q151
Aktuální hodnota průsečíku v hlavní ose
Q152
Aktuální hodnota průsečíku ve vedlejší
ose