Provádění cyklu, Při programování dbejte na tyto body, U (viz „základní natočení pomocí dvou – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Uživatelská příručka
Stránka 316: Čepů (cyklus 402, din/iso: g402)” na stranì 316)
316
Cykly dotykových sond: Automatické zjištění šikmé polohy obrobku
14.4 ZÁKLADNÍ NA
T
O
Č
ENÍ pomocí dvou
čep
ů
(cyklus 402, DIN/ISO: G402)
14.4 ZÁKLADNÍ NATOČENÍ pomocí
dvou čepů (cyklus 402,
DIN/ISO: G402)
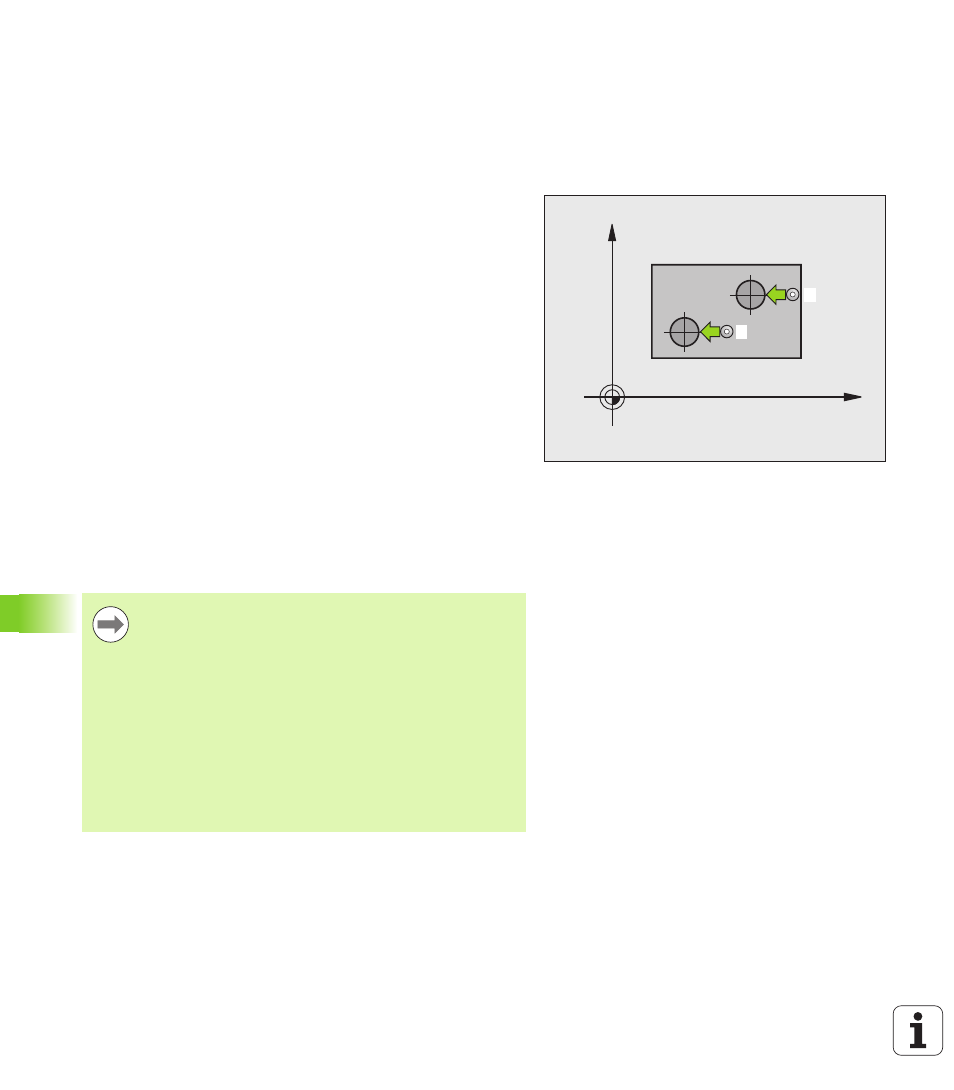
Provádění cyklu
Cyklus dotykové sondy 402 zjistí středy dvou čepů. Potom TNC
vypočítá úhel mezi hlavní osou roviny obrábění a spojnicí středů čepů.
Funkcí “Základní natočení” TNC kompenzuje vypočítanou hodnotu.
Případně můžete zjištěnou šikmou polohu kompenzovat také
natočením otočného stolu.
1 TNC napolohuje dotykovou sondu rychloposuvem (hodnota z
MP6150, příp. MP6361) a podle polohovací logiky (viz „Zpracování
cyklů dotykové sondy” na stranì 306) do bodu snímání
1
prvního
čepu
2 Poté přejede dotyková sonda do zadané výšky měření 1 a sejmutím
čtyř bodů zjistí střed prvního čepu. Mezi body snímání, které jsou
vzájemně přesazeny o 90 °, pojíždí dotyková sonda kruhovým
obloukem
3 Potom odjede dotyková sonda zpět do bezpečné výšky a
napolohuje se do bodu snímání
5
druhého čepu
4 TNC přejede dotykovou sondou do zadané výšky měření 2 a
sejmutím čtyř bodů zjistí střed druhého čepu
5 Nakonec přejede TNC dotykovou sondou zpět do bezpečné výšky
a provede zjištěné základní natočení
Při programování dbejte na tyto body!
X
Y
1
5
Před definicí cyklu musíte naprogramovat vyvolání
nástroje pro definici osy dotykové sondy.
Na počátku cyklu TNC resetuje aktivní základní natočení.
Tento cyklus dotykové sondy není povolen při aktivní
funkci "Naklopení roviny obrábění".
Přejete-li si kompenzovat šikmou polohu natočením
otočného stolu, tak TNC použije automaticky tyto osy
natočení:
C při ose nástroje Z
B při ose nástroje Y
A při ose nástroje X