4 pravidelná plocha (cyklus 231, din/iso: g231), Provádění cyklu – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Uživatelská příručka
Stránka 247
HEIDENHAIN iTNC 530
247
10.4 PRA
V
IDELNÁ PLOCHA (c
yklus 231, DIN/ISO: G231)
10.4 PRAVIDELNÁ PLOCHA
(cyklus 231, DIN/ISO: G231)
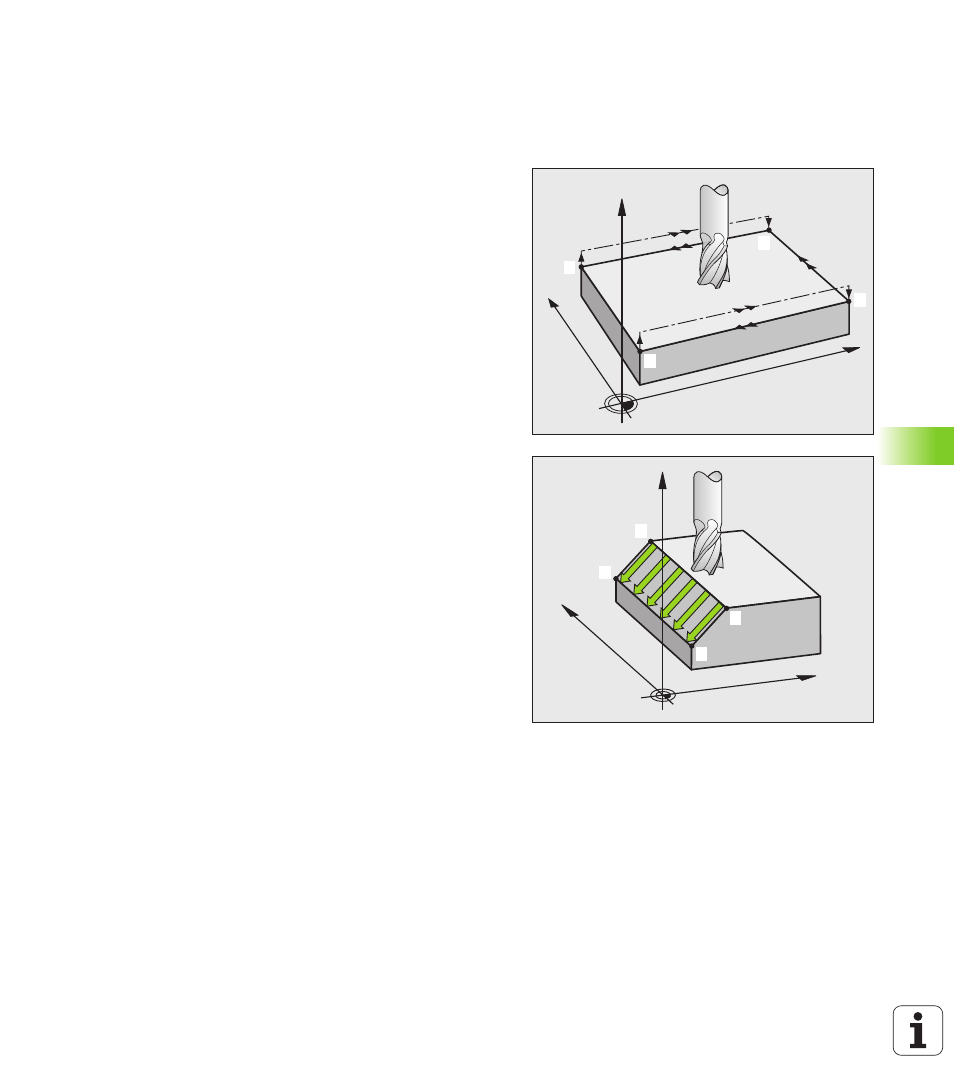
Provádění cyklu
1 TNC napolohuje nástroj z aktuální polohy 3D-přímkovým pohybem
do bodu startu
1
2 Potom nástroj přejíždí programovaným posuvem pro frézování do
koncového bodu
2
3 Tam TNC přejede nástrojem rychloposuvem FMAX o průměr
nástroje v kladném směru osy vřetena a pak zase zpět do bodu
startu
1
4 V bodu startu
1
přejede TNC nástrojem opět na naposledy najetou
hodnotu Z
5 Potom TNC přesadí nástroj ve všech třech osách z bodu
1
ve
směru k bodu
4
na další řádek
6 Potom přejede TNC nástrojem do koncového bodu tohoto řádku.
Tento koncový bod TNC vypočte z bodu
2
a přesazení ve směru k
bodu
3
7 Toto řádkování se opakuje, až je zadaná plocha úplně obrobena
8 Na konci TNC napolohuje nástroj o průměr nástroje nad nejvyšší
zadaný bod v ose vřetena
X
Y
Z
1
2
3
4
X
Y
Z
1
2
3
4