Provádění cyklu, Při programování dbejte na tyto body – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Uživatelská příručka
Stránka 420
420
Cykly dotykových sond: Automatická kontrola obrobků
16.12 M
ĚŘ
ENÍ ROZTE
Č
NÉ KRUŽNICE (cyklus
430, DIN/ISO: G430)
16.12 MĚŘENÍ ROZTEČNÉ KRUŽNICE
(cyklus 430, DIN/ISO: G430)
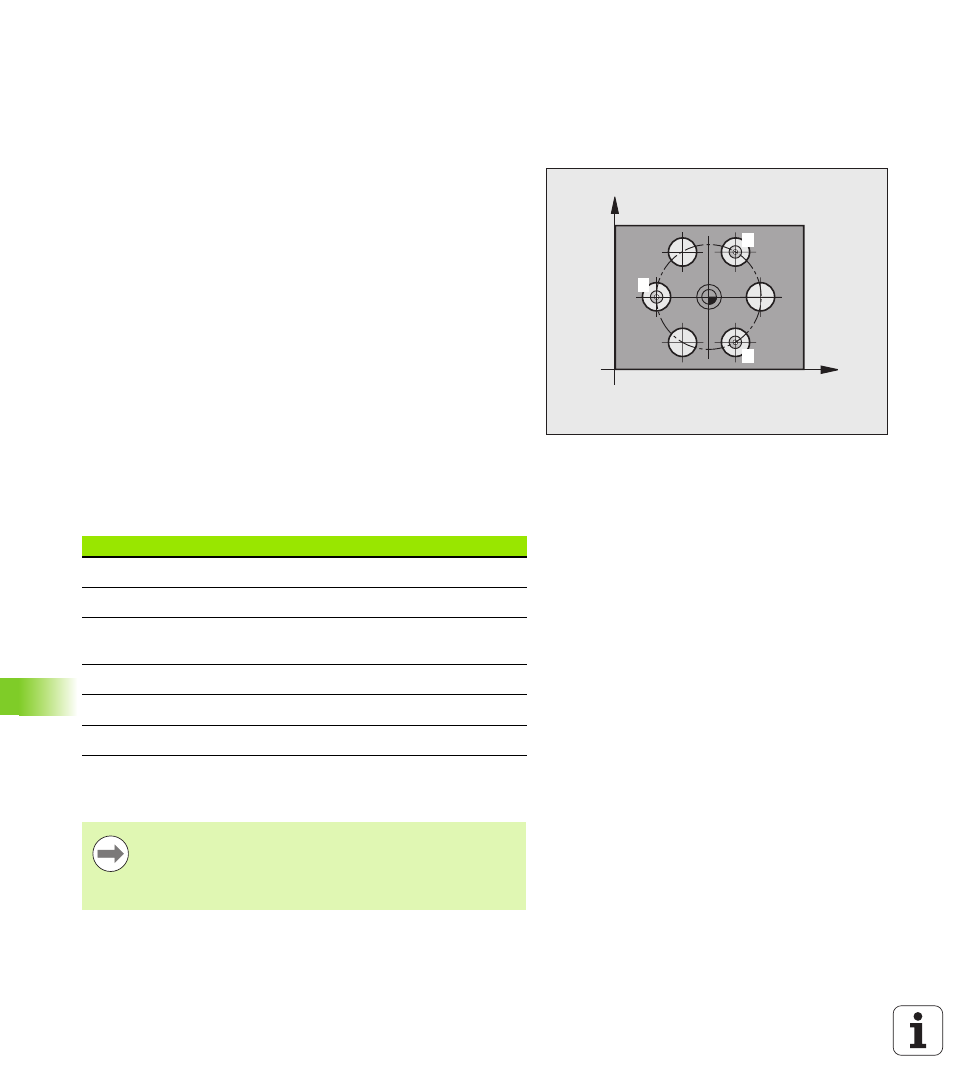
Provádění cyklu
Cyklus dotykové sondy 430 zjistí střed a průměr roztečné kružnice
proměřením tří děr. Pokud jste definovali v cyklu příslušné hodnoty
tolerance, provede TNC porovnání cílových a skutečných hodnot a
uloží odchylku do systémových parametrů.
1 TNC napolohuje dotykovou sondu rychloposuvem (hodnota z
MP6150, příp. MP6361) a podle polohovací logiky (viz „Zpracování
cyklů dotykové sondy” na stranì 306) do zadaného středu první
díry
1
2 Poté přejede dotyková sonda do zadané výšky měření a zjistí
sejmutím čtyř bodů střed první díry
3 Poté odjede dotyková sonda zpět do bezpečné výšky a napolohuje
se do zadaného středu druhé díry
2
4 TNC přejede dotykovou sondou do zadané výšky měření a
sejmutím čtyř bodů zjistí střed druhé díry
5 Poté odjede dotyková sonda zpět do bezpečné výšky a napolohuje
se do zadaného středu třetí díry
3
6 TNC přejede dotykovou sondou do zadané výšky měření a
sejmutím čtyř bodů zjistí střed třetí díry
7 Poté umístí TNC dotykovou sondu zpět na bezpečnou výšku a
uloží aktuální hodnoty a odchylky do následujících Q-parametrů:
Při programování dbejte na tyto body!
X
Y
1
2
3
Číslo parametru
Význam
Q151
Aktuální hodnota středu hlavní osy
Q152
Aktuální hodnota středu vedlejší osy
Q153
Skutečná hodnota průměru roztečné
kružnice
Q161
Odchylka středu hlavní osy
Q162
Odchylka středu vedlejší osy
Q163
Odchylka průměru roztečné kružnice
Před definicí cyklu musíte naprogramovat vyvolání
nástroje pro definici osy dotykové sondy.
Cyklus 430 provádí pouze monitorování ulomení, nikoliv
automatickou korekci nástroje.