Provádění cyklu, Při programování dbejte na tyto body – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Uživatelská příručka
Stránka 414
414
Cykly dotykových sond: Automatická kontrola obrobků
16.10 M
ĚŘ
ENÍ VÝSTUPKU ZVENKU (cykl
us 426, DIN/ISO: G426)
16.10 MĚŘENÍ VÝSTUPKU ZVENKU
(cyklus 426, DIN/ISO: G426)
Provádění cyklu
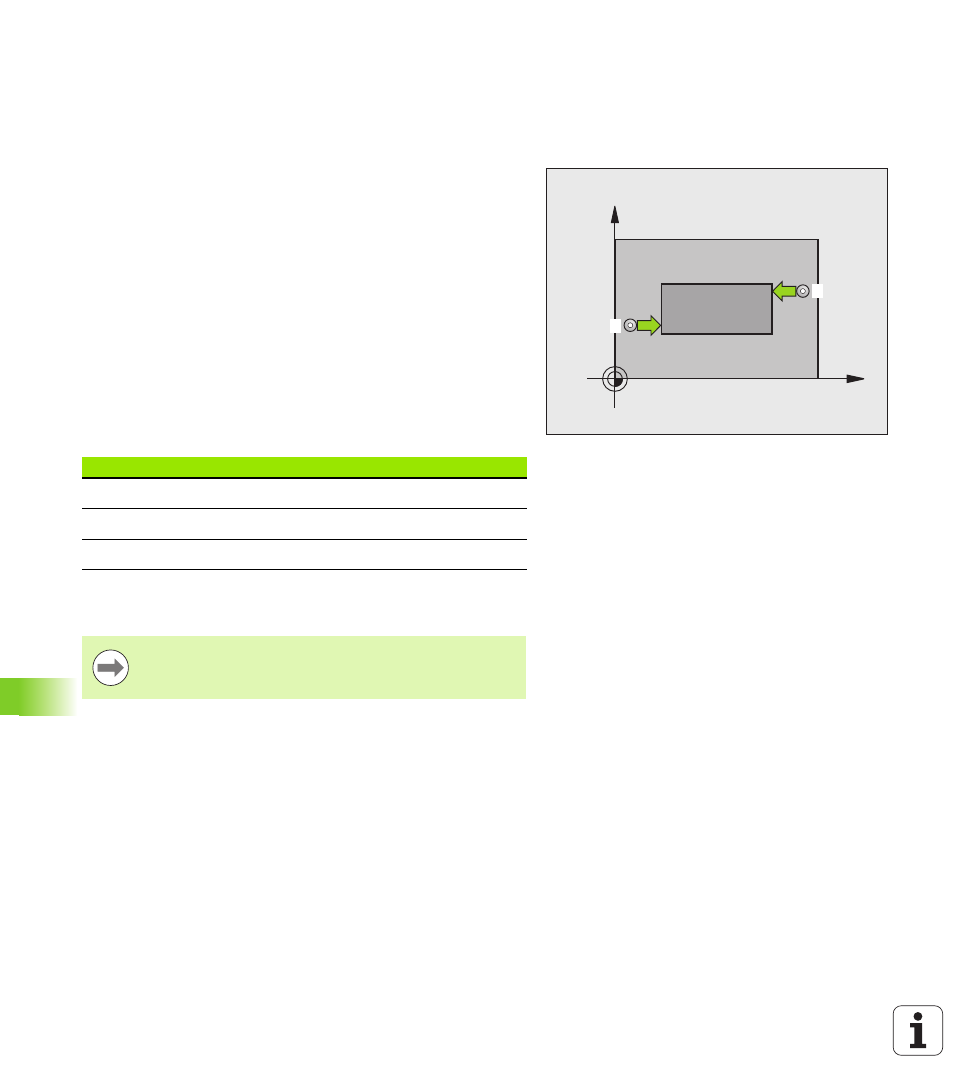
Cyklus dotykové sondy 426 zjistí polohu a šířku výstupku (stojiny).
Pokud jste definovali v cyklu příslušné hodnoty tolerance, provede
TNC porovnání cílových a skutečných hodnot a uloží odchylku do
systémových parametrů.
1 TNC napolohuje dotykovou sondu rychloposuvem (hodnoty z
MP6150, příp. MP6361) a podle polohovací logiky (viz „Zpracování
cyklů dotykové sondy” na stranì 306) ke snímanému bodu
1
. TNC
vypočte snímané body z údajů v cyklu a z bezpečné vzdálenosti z
MP6140
2 Pak najede dotyková sonda na zadanou výšku měření a provede
první snímání snímacím posuvem (MP6120 příp. MP6360). 1.
snímání vždy v negativním směru naprogramované osy
3 Poté přejede dotyková sonda v bezpečné výšce k dalšímu bodu
dotyku a provede tam druhé snímání.
4 Poté umístí TNC dotykovou sondu zpět na bezpečnou výšku a
uloží aktuální hodnoty a odchylku do následujících Q-parametrů:
Při programování dbejte na tyto body!
X
Y
1
2
Číslo parametru
Význam
Q156 Skutečná hodnota naměřené délky
Q157
Skutečná hodnota polohy středové osy
Q166
Odchylka naměřené délky
Před definicí cyklu musíte naprogramovat vyvolání
nástroje pro definici osy dotykové sondy.