Parametry cyklu – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Uživatelská příručka
Stránka 253
HEIDENHAIN iTNC 530
253
10.5 ROVINNÉ FRÉZOVÁNÍ (cyklus 232, DIN/ISO: G232)
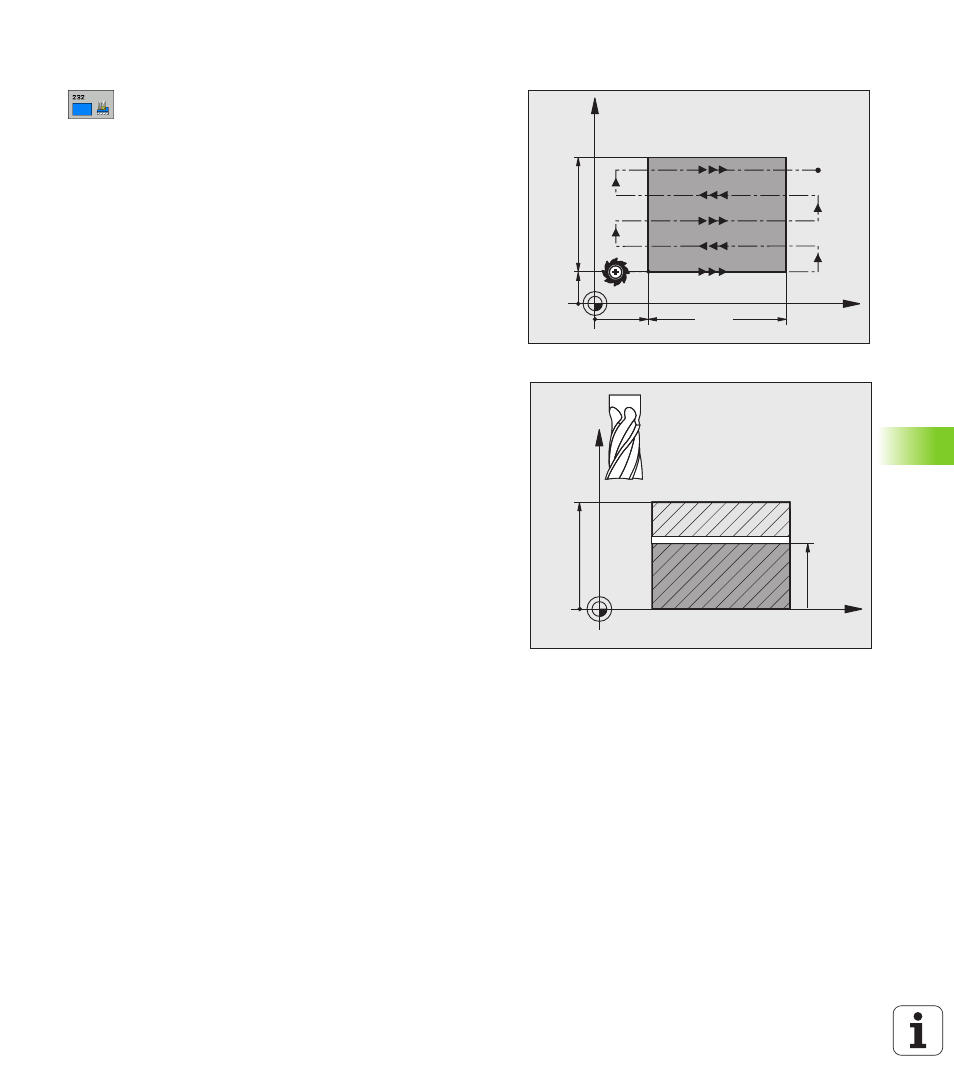
Parametry cyklu
U
Strategie obrábění (0/1/2) Q389: stanovení, jak má
TNC plochu obrábět:
0: obrábět meandrovitě, boční přísuv polohovacím
posuvem mimo obráběnou plochu
1: obrábět meandrovitě, boční přísuv frézovacím
posuvem v rámci obráběné plochy
2: obrábět po řádcích, zpětný pohyb a boční přísuv s
polohovacím posuvem
U
Výchozí bod 1. osy Q225 (absolutně): souřadnice bodu
startu obráběné plochy v hlavní ose roviny obrábění.
Rozsah zadání -99 999,9999 až 99 999,9999
U
Výchozí bod 2. osy Q226 (absolutně): souřadnice bodu
startu řádkované plochy ve vedlejší ose roviny
obrábění. Rozsah zadání -99 999,9999 až 99
999,9999
U
Výchozí bod 3. osy Q227 (absolutně): souřadnice
povrchu obrobku, od níž se budou počítat přísuvy.
Rozsah zadání -99 999,9999 až 99 999,9999
U
Koncový bod 3. osy Q386 (absolutně): souřadnice v
ose vřetena, na níž se má plocha rovinně ofrézovat.
Rozsah zadání -99 999,9999 až 99 999,9999
U
Délka 1. strany Q218 (inkrementálně): délka obráběné
plochy v hlavní ose roviny obrábění. Pomocí
znaménka můžete stanovit směr první frézovací
dráhy vztažený k bodu startu 1. osy. Rozsah zadání
-99 999,9999 až 99 999,9999
U
Délka 2. strany Q219 (inkrementálně): délka obráběné
plochy ve vedlejší ose roviny obrábění. Pomocí
znaménka můžete stanovit směr prvního příčného
přísuvu vztažený k bodu startu 2. osy. Rozsah zadání
-99 999,9999 až 99 999,9999
X
Y
Q226
Q225
Q21
9
Q218
X
Z
Q227
Q386