Provádění cyklu, Při programování dbejte na tyto body – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Uživatelská příručka
Stránka 319
HEIDENHAIN iTNC 530
319
14.5 ZÁKLADNÍ NA
T
O
Č
ENÍ – kompenzace osou nato
čení (cyklus 403,
DIN/ISO: G403)
14.5 ZÁKLADNÍ NATOČENÍ –
kompenzace osou natočení
(cyklus 403, DIN/ISO: G403)
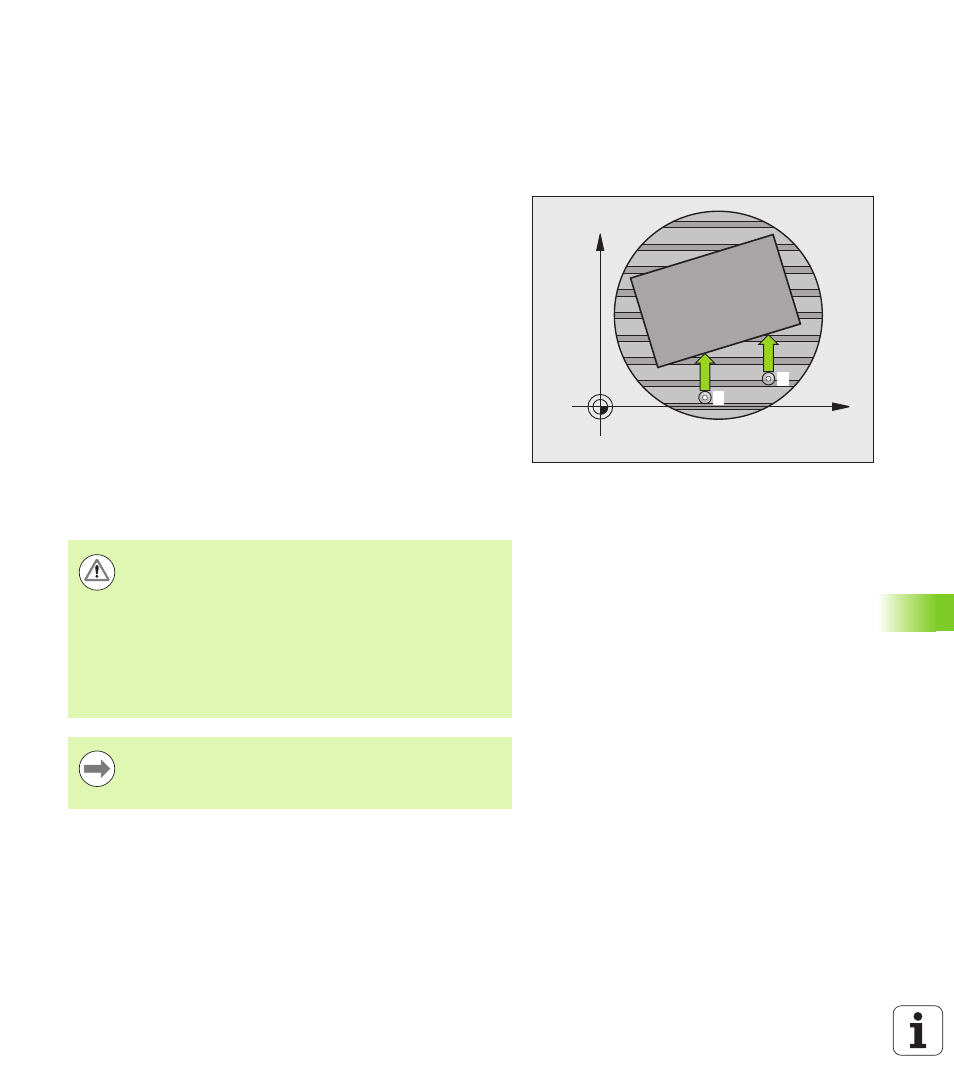
Provádění cyklu
Cyklus dotykové sondy 403 zjišťuje šikmou polohu obrobku změřením
dvou bodů, které musí ležet na přímce. Zjištěnou šikmou polohu
obrobku TNC kompenzuje natočením osy A, B nebo C. Obrobek
přitom může být upnutý na otočném stole libovolně.
1 TNC napolohuje dotykovou sondu rychloposuvem (hodnoty z
MP6150, příp. MP6361) a podle polohovací logiky (viz „Zpracování
cyklů dotykové sondy” na stranì 306) k naprogramovanému
snímanému bodu
1
. TNC přitom přesazuje dotykovou sondu oproti
stanovenému směru pojezdu o bezpečnou vzdálenost
2 Pak najede dotyková sonda na zadanou výšku měření a provede
první snímání snímacím posuvem (MP6120 příp. MP6360)
3 Poté přejede dotyková sonda k dalšímu snímanému bodu
2
a
provede druhé snímání
4 TNC napolohuje dotykovou sondu zpět do bezpečné výšky a
napolohuje v cyklu definovanou rotační osu o zjištěnou hodnotu.
Volitelně můžete dát po vyrovnání nastavit indikaci na 0
Při programování dbejte na tyto body!
X
Y
1
2
Pozor nebezpečí kolize!
Cyklus 403 můžete nyní používat také při aktivní funkci
„Naklopení roviny obrábění“. Dbejte na dostatečnou
bezpečnou výšku, aby při následujícím polohování osy
natočení nemohlo dojít ke kolizi!
TNC již neprovádí žádnou kontrolu smyslu s ohledem
na pozice snímání a osu vyrovnání. Tím mohou příp.
vzniknout vyrovnávací pohyby, které jsou přesazené o
180 °.
Před definicí cyklu musíte naprogramovat vyvolání
nástroje pro definici osy dotykové sondy.
TNC ukládá zjištěný úhel také do parametru Q150.