Provádění cyklu, Při programování dbejte na tyto body – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Uživatelská příručka
Stránka 172
172
Obráběcí cykly: Definice vzorů
6.3 RASTR BOD
Ů
NA P
Ř
ÍMKÁCH (cyklus 221, DIN/ISO: G221)
6.3 RASTR BODŮ NA PŘÍMKÁCH
(cyklus 221, DIN/ISO: G221)
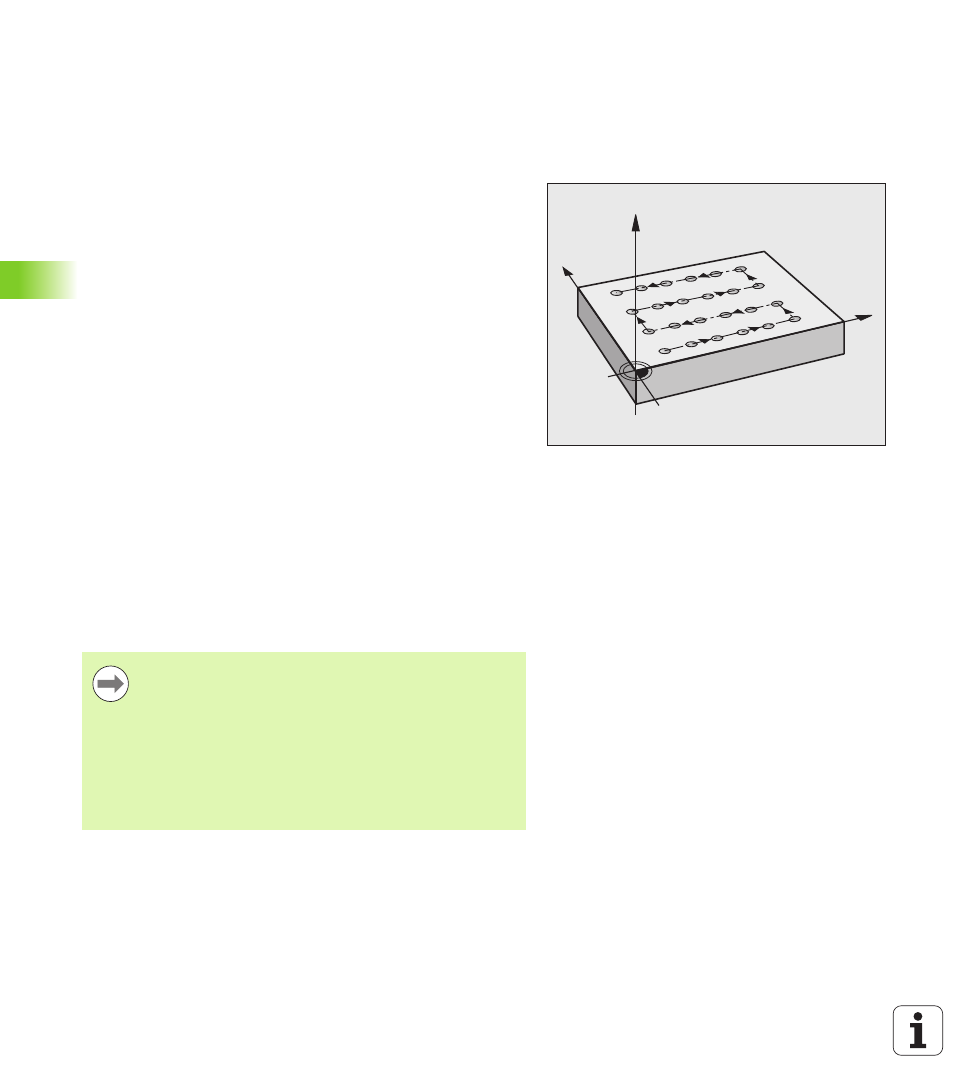
Provádění cyklu
1 TNC napolohuje nástroj rychloposuvem z aktuální polohy do bodu
startu prvního obrábění
Pořadí:
2. bezpečná vzdálenost – najetí (osa vřetena)
Najetí do bodu startu v rovině obrábění
Najetí na bezpečnou vzdálenost nad povrchem obrobku (osa
vřetena)
2 Z této polohy provede TNC naposledy definovaný obráběcí cyklus
3 Potom TNC napolohuje nástroj v kladném směru hlavní osy na bod
startu další obráběcí operace; nástroj se přitom nachází na
bezpečné vzdálenosti (nebo 2. bezpečné vzdálenosti)
4 Tento postup (1 až 3) se opakuje, až se provedou všechny
obráběcí operace na prvním řádku; nástroj stojí na posledním bodu
tohoto prvního řádku
5 Potom TNC přejede nástrojem na poslední bod druhého řádku a
provede tam obráběcí operaci
6 Odtud polohuje TNC nástroj v záporném směru hlavní osy na bod
startu další obráběcí operace
7 Tento postup (6) se opakuje, až se provedou všechny obráběcí
operace na druhém řádku
8 Potom jede TNC do bodu startu dalšího řádku
9 Takovýmto kývavým pohybem se obrobí všechny další řádky
Při programování dbejte na tyto body!
X
Y
Z
Cyklus 221 je aktivní jako DEF, to znamená že cyklus 221
automaticky vyvolává naposledy definovaný cyklus
obrábění.
Pokud kombinujete některý z obráběcích cyklů 200 až 209
a 251 až 267 s cyklem 221, pak jsou účinné bezpečná
vzdálenost, povrch obrobku a 2. bezpečná vzdálenost a
natočení z cyklu 221.
Používáte-li cyklus 254 Kruhová drážka ve spojení s
cyklem 221, tak není poloha drážky 0 povolená.