Frézování kapes (cyklus 4) – HEIDENHAIN TNC 620 (340 56x-01) Uživatelská příručka
Stránka 270
270
8 Programování: Cykly
8.3 Cykly k frézování kapes, ostr
ů
vk
ů
(
č
ep
ů
) a drážek
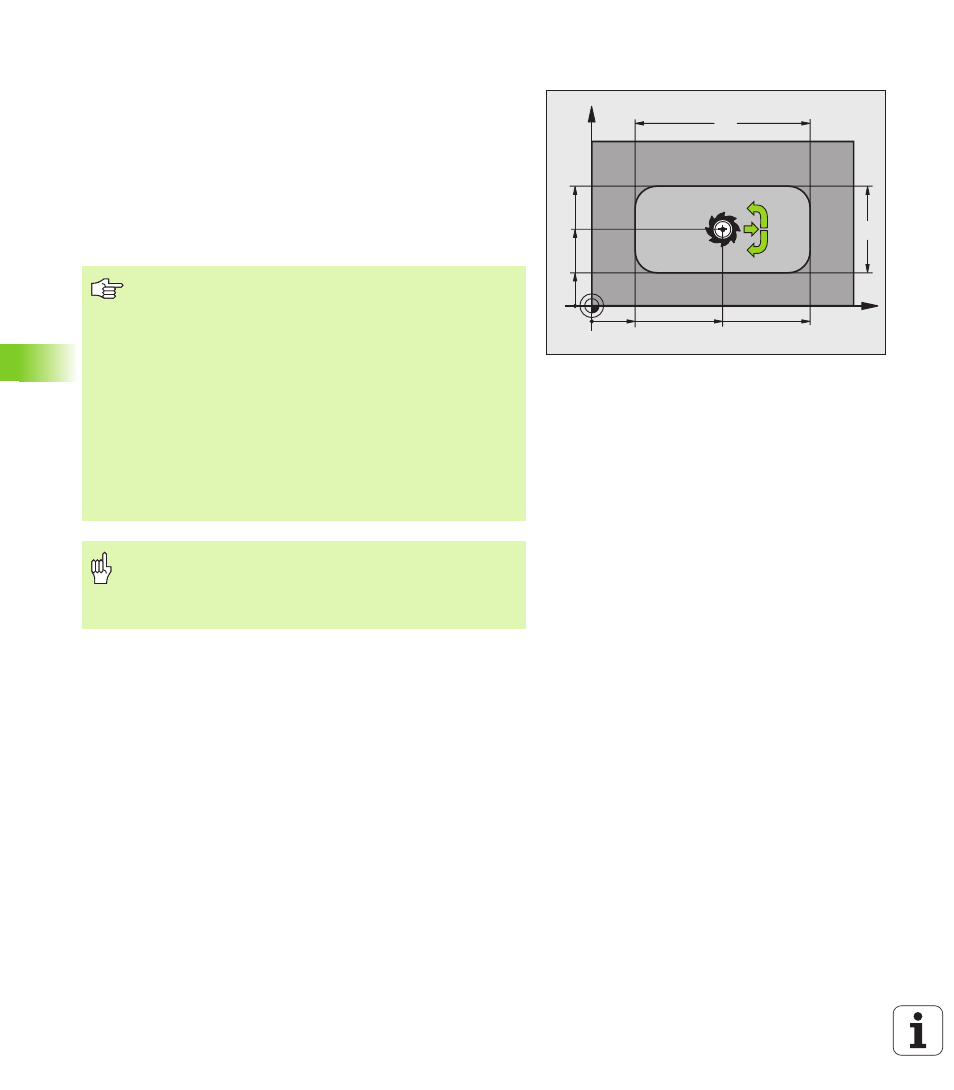
FRÉZOVÁNÍ KAPES (cyklus 4)
Cykly 1, 2, 3, 4, 5, 17, 18 jsou ve skupině speciálních cyklů. Zde ve
druhé liště softkláves, zvolte softklávesu OLD CYCLS (Staré cykly).
1 Nástroj se v poloze startu (střed kapsy) zapíchne do obrobku a
najíždí na první hloubku přísuvu
2 Potom nástroj přejíždí nejprve v kladném směru delší strany – u
čtvercových kapes v kladném směru Y – a hrubuje kapsu směrem
zevnitř ven
3 Tento postup (1 až 2) se opakuje, až se dosáhne určené hloubky
4 Na konci cyklu odjede TNC nástrojem zpět do polohy startu
X
Y
DR+
40
80
55
35
15
100
60
20
DR
Před programováním dbejte na tyto body
Používejte frézu s čelními zuby (DIN 844) nebo předvrtání
ve středu kapsy.
Předpolohování nad střed kapsy s korekcí rádiusu R0.
Polohovací blok naprogramujte do bodu startu v ose
vřetena (bezpečná vzdálenost nad povrchem obrobku).
Znaménko parametru cyklu Hloubka definuje směr
obrábění. Naprogramujete-li hloubku = 0, pak TNC cyklus
neprovede.
Pro 2. délku strany platí následující podmínka: 2. délka
strany je větší než [(2 x rádius zaoblení) + stranový
přísuv k].
Strojním parametrem displayDepthErr nastavíte, zda má
TNC při zadání kladné hloubky vydat chybové hlášení (on)
nebo ne (off).
Pozor nebezpečí kolize!