6 cykly pro plošné frézování ( řádkování) – HEIDENHAIN TNC 620 (340 56x-01) Uživatelská příručka
Stránka 331
HEIDENHAIN TNC 620
331
8.6 Cykly pro plošné frézování (
řádkování)
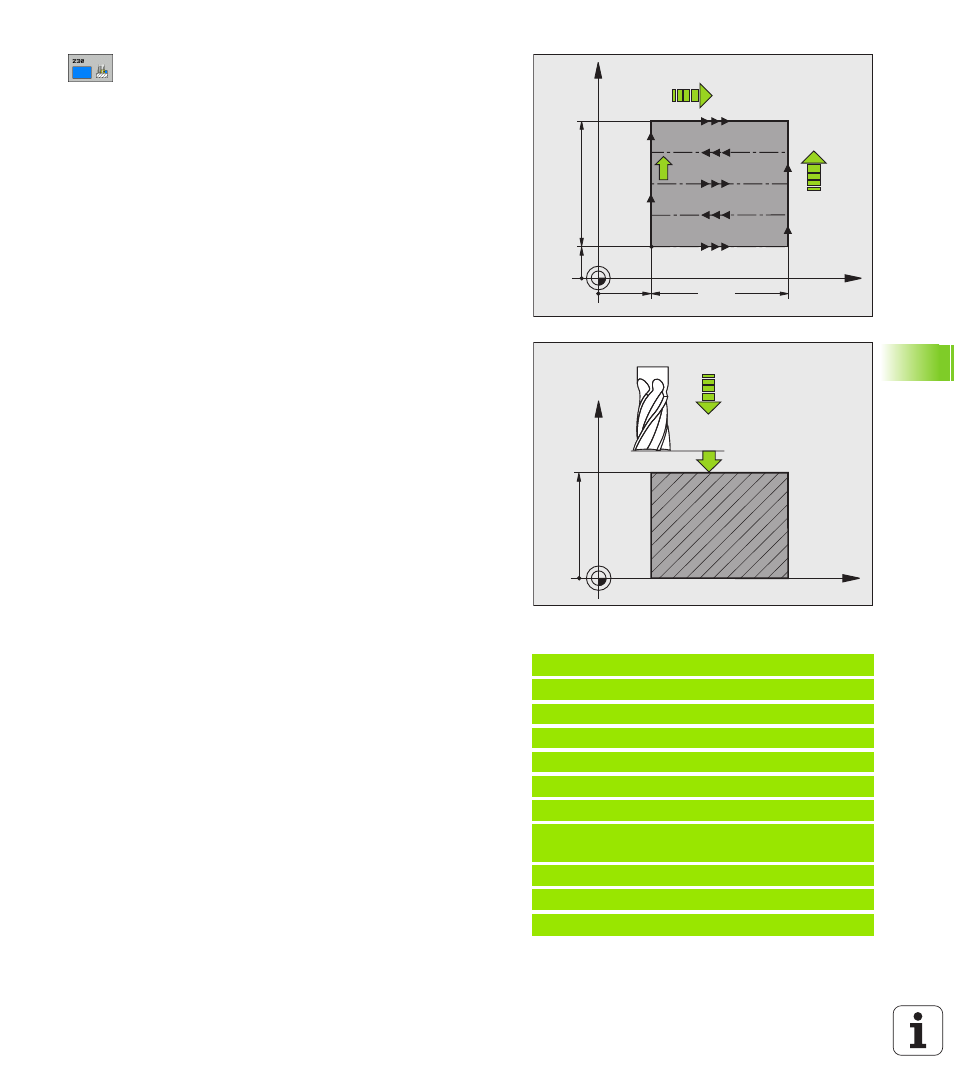
Výchozí bod 1. osy Q225 (absolutně): souřadnice MIN
bodu řádkované plochy v hlavní ose roviny obrábění
Výchozí bod 2. osy Q226 (absolutně): souřadnice MIN
bodu řádkované plochy ve vedlejší ose roviny
obrábění
Výchozí bod 3. osy Q227 (absolutně): výška v ose
vřetena na níž se frézuje řádkováním
Délka 1. strany Q218 (inkrementálně): délka
řádkované plochy v hlavní ose roviny obrábění
vztažená k bodu startu 1. osy
Délka 2. strany Q219 (inkrementálně): délka
řádkované plochy ve vedlejší ose roviny obrábění
vztažená k bodu startu 2. osy
Počet řezů Q240: počet řádků, jimiž má TNC projet
nástrojem na šířku
Posuv přísuvu do hloubky Q206: pojezdová rychlost
nástroje při přejíždění z bezpečné vzdálenosti na
hloubku frézování v mm/min.
Posuv pro frézování Q207: pojezdová rychlost nástroje
při frézování v mm/min
Příčný posuv Q209: pojezdová rychlost nástroje při
přejíždění na další řádek v mm/min; přejíždíte-li
příčně v materiálu, pak zadejte Q209 menší než
Q207; přejíždíte-li příčně ve volném prostoru, pak
může být Q209 větší než Q207
Bezpečná vzdálenost Q200 (inkrementálně):
vzdálenost mezi hrotem nástroje a hloubkou
frézování pro polohování na začátku a na konci cyklu
Példa: NC-bloky
71 CYCL DEF 230 ŘÁDKOVÁNÍ
Q225=+10 ;BOD STARTU 1. OSY
Q226=+12 ;BOD STARTU 2. OSY
Q227=+2,5 ;BOD STARTU 3. OSY
Q218=150 ;DÉLKA 1. STRANY
Q219=75 ;DÉLKA 2. STRANY
Q240=25 ;POČET ŘEZŮ
Q206=150 ;POSUV PŘÍSUVU DO
HLOUBKY
Q207=500 ;POSUV FRÉZOVÁNÍ
Q209=200 ;PŘÍČNÝ POSUV
Q200=2
;BEZPEČNÁ VZDÁLENOST
X
Y
Q226
Q225
Q219
Q218
Q207
Q209
N = Q240
X
Z
Q200
Q227
Q206