11 .5 provád ění programu – HEIDENHAIN TNC 620 (340 56x-01) Uživatelská příručka
Stránka 471
HEIDENHAIN TNC 620
471
11
.5 Provád
ění programu
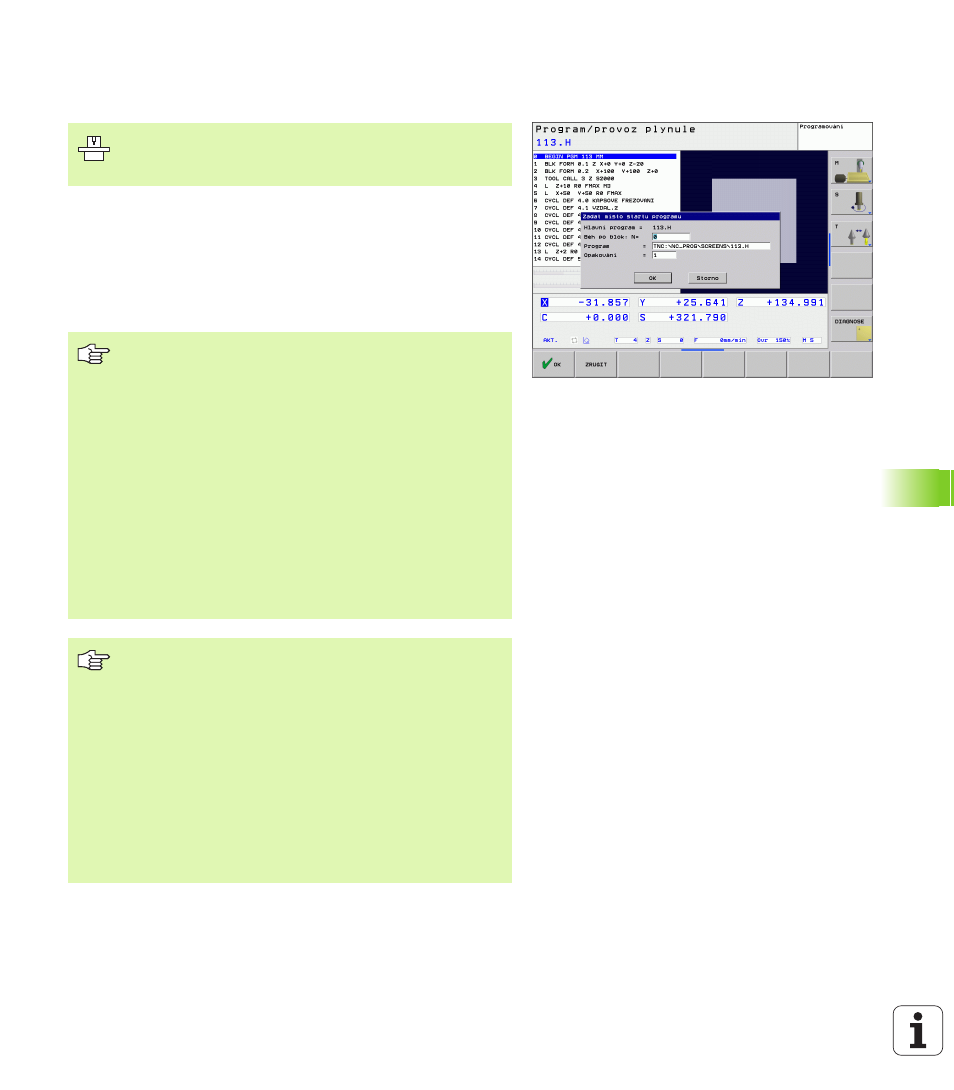
Libovolný vstup do programu (předběh bloků,
start z bloku)
Pomocí funkce START Z BLOKU (předběh bloků) můžete začít
zpracovávání obráběcího programu z libovolného bloku N. TNC bere
výpočetně v úvahu obrábění obrobku až do tohoto bloku. TNC je může
graficky zobrazit.
Jestliže jste program přerušili pomocí INTERNÍ STOP, nabídne vám
TNC automaticky k novému startu ten blok N, v němž jste program
přerušili.
Funkce START Z BLOKU musí být povolena a
přizpůsobena výrobcem stroje. Informujte se ve vaší
příručce ke stroji.
Předběh bloků nesmí začínat v podprogramu.
Všechny potřebné programy, tabulky a soubory palet musí
být navoleny v provozním režimu Provádění programu
(status M).
Obsahuje-li program do konce předběhu bloků
programované přerušení, bude na tomto místě předběh
bloků přerušen. K pokračování v předběhu bloků stiskněte
externí tlačítko START.
Během předběhu bloků nejsou možné dotazy od obsluhy.
Po ukončení předběhu bloku najede nástroj pomocí
funkce NAJET POLOHU do zjištěné polohy.
Délková korekce nástroje se stane účinnou až po vyvolání
nástroje v následujícím polohovacím bloku. To platí i
tehdy, pokud jste změnili pouze délku nástroje.
Všechny cykly dotykových sond TNC při předběhu bloků
přeskočí. Výsledkové parametry, do nichž tyto cykly
zapisují, pak případně neobsahují žádné hodnoty.
Start z bloku N (předběh bloků) nesmíte používat, pokud
jste po výměně nástrojů v obráběcím programu:
spustili program v sekvenci FK
je aktivní Stretch-filtr (Natažení)
používáte obrábění na paletách
spustili program v závitovém cyklu (cykly 17, 18, 19, 206,
207 a 209) nebo v následujícím bloku programu
používáte cykly dotykové sondy 0, 1 a 3 před startem
programu