HEIDENHAIN TNC 620 (340 56x-01) Uživatelská příručka
Stránka 280
280
8 Programování: Cykly
8.3 Cykly k frézování kapes, ostr
ů
vk
ů
(
č
ep
ů
) a drážek
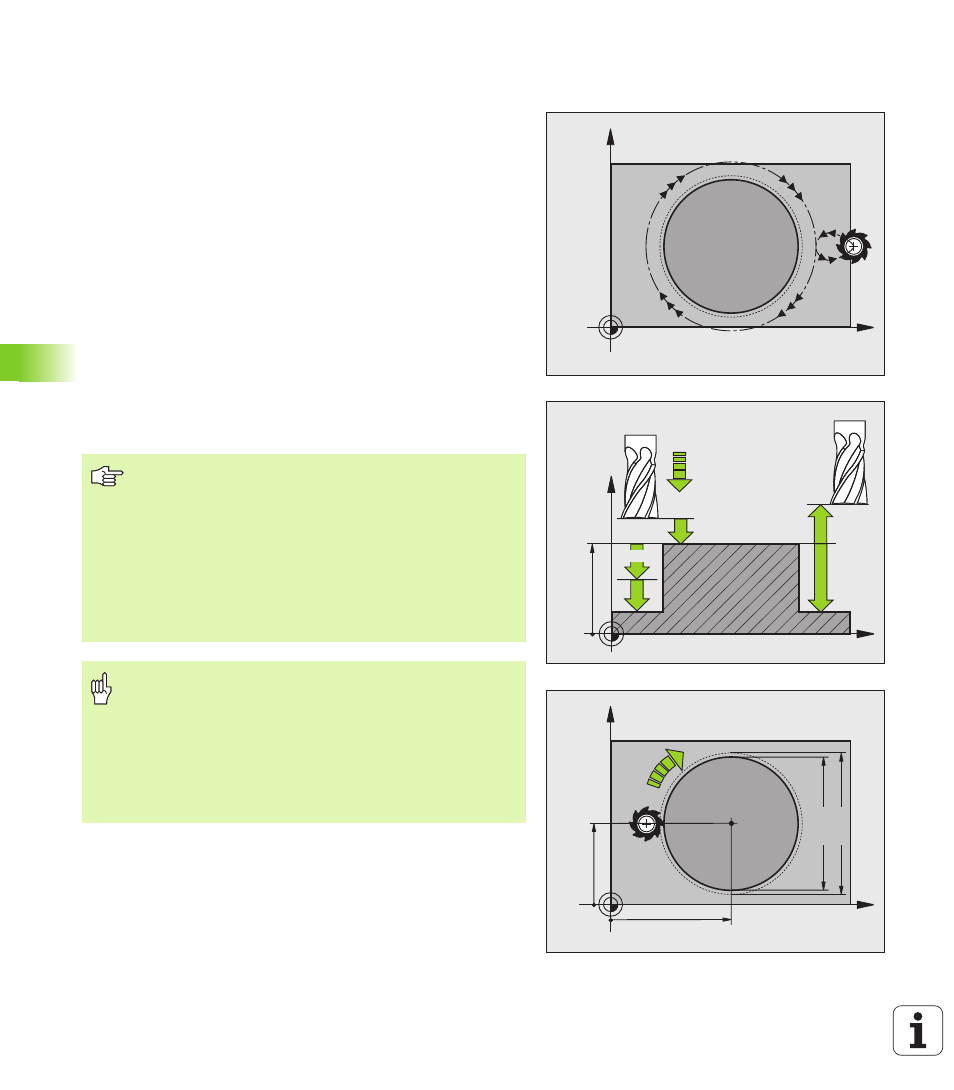
KRUHOVÝ ČEP NAČISTO (cyklus 215, volitelný
software Advanced programming features)
1 TNC najede automaticky nástrojem v ose vřetena na bezpečnou
vzdálenost nebo – je-li zadána – na 2. bezpečnou vzdálenost a pak
do středu čepu
2 Ze středu čepu přejede nástroj v rovině obrábění do bodu startu
frézování. Bod startu leží přibližně o dvojnásobek rádiusu nástroje
vpravo od čepu
3 Stojí-li nástroj na 2. bezpečné vzdálenosti, přejede TNC
rychloposuvem na bezpečnou vzdálenost a odtud posuvem pro
přísuv do hloubky na první hloubku přísuvu
4 Potom najede nástroj tangenciálně na obrys dokončovaného dílce
a ofrézuje sousledně jeden oběh
5 Pak nástroj odjede tangenciálně zpět od obrysu do bodu startu v
rovině obrábění
6 Tento postup (3 až 5) se opakuje, až se dosáhne programované
hloubky
7 Na konci cyklu odjede TNC nástrojem rychloposuvem FMAX na
bezpečnou vzdálenost nebo - pokud je zadaná - na 2. bezpečnou
vzdálenost a potom do středu kapsy (koncová poloha = poloha
startu)
X
Y
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
X
Y
Q223
Q207
Q222
Q217
Q216
Před programováním dbejte na tyto body
TNC předpolohuje nástroj v ose nástroje a v rovině
obrábění automaticky.
Znaménko parametru cyklu Hloubka definuje směr
obrábění. Naprogramujete-li hloubku = 0, pak TNC cyklus
neprovede.
Pokud chcete rovnou zhotovit čep (ostrůvek) načisto, pak
použijte frézu s čelními zuby (DIN 844). Potom zadejte pro
posuv přísuvu do hloubky malou hodnotu.
Pozor nebezpečí kolize!
Strojním parametrem displayDepthErr nastavíte, zda má
TNC při zadání kladné hloubky vydat chybové hlášení (on)
nebo ne (off).
Uvědomte si, že TNC při zadání kladné hloubky výpočet
předpolohování invertuje. Nástroj tedy jede v ose nástroje
rychloposuvem na bezpečnou vzdálenost pod povrchem
obrobku!