5 sl-cykly – HEIDENHAIN TNC 620 (340 56x-01) Uživatelská příručka
Stránka 306
306
8 Programování: Cykly
8.5 SL-cykly
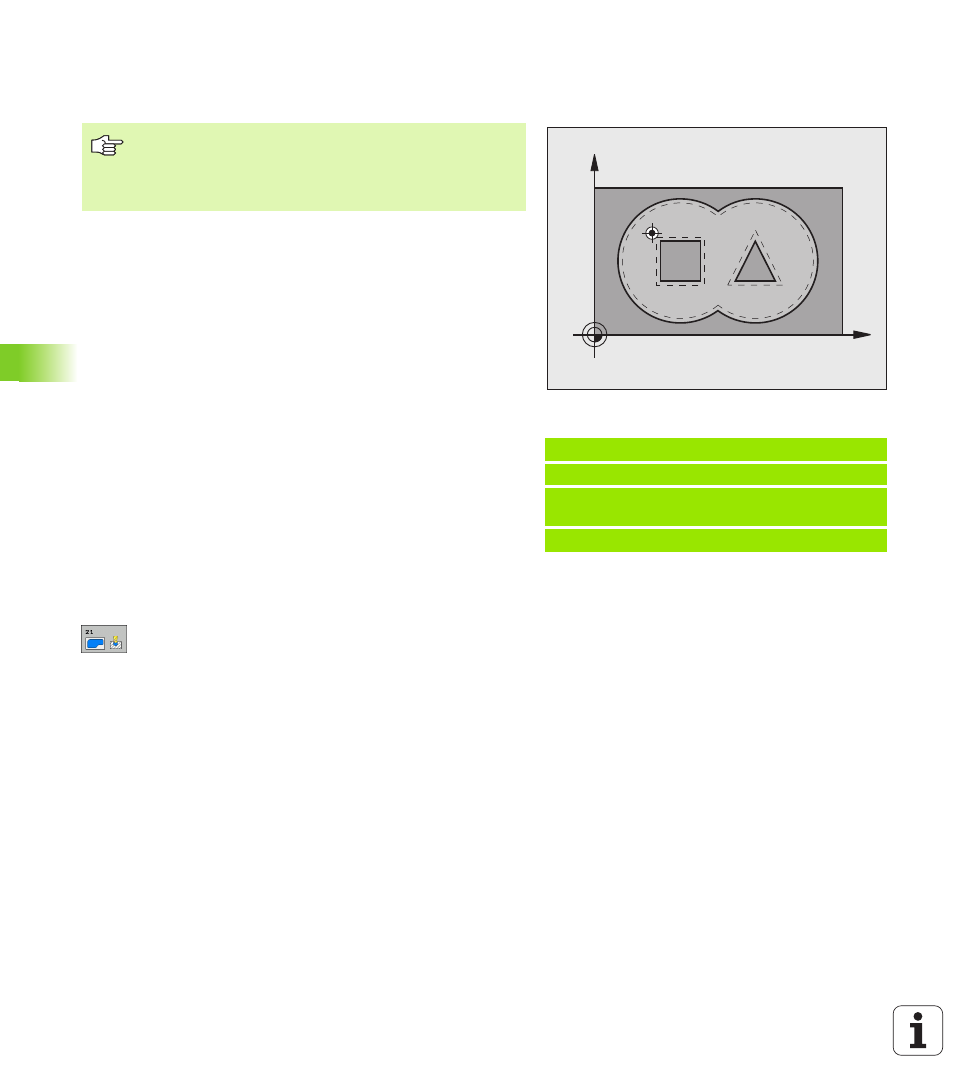
PŘEDVRTÁNÍ (cyklus 21, volitelný software
Advanced programming features)
Průběh cyklu
1 Nástroj vrtá zadaným posuvem F z aktuální polohy až do první
hloubky přísuvu
2 Potom TNC vyjede nástrojem a vrátí se rychloposuvem FMAX opět
až do první hloubky přísuvu, zmenšené o představnou vzdálenost
t.
3 Řízení si určuje tuto představnou vzdálenost samočinně:
hloubka vrtání do 30 mm: t = 0,6 mm
hloubka vrtání přes 30 mm: t = hloubka vrtání/50
maximální představná vzdálenost: 7 mm
4 Nato vrtá nástroj zadaným posuvem F o další hloubku přísuvu
5 TNC opakuje tento postup (1 až 4), až se dosáhne zadané hloubky
díry
6 Na dně díry TNC vrátí nástroj po uplynutí časové prodlevy k
uvolnění z řezu rychloposuvem FMAX zpět do startovací polohy
Použití
Cyklus 21 PŘEDVRTÁNÍ zohledňuje pro body zápichu přídavek na
dokončení stěn a přídavek na dokončení dna, rovněž i rádius
hrubovacího nástroje. Body zápichu jsou současně i body startu pro
hrubování.
Hloubka přísuvu Q10 (inkrementálně): rozměr, o který
se nástroj pokaždé přisune (znaménko při záporném
směru obrábění „–“).
Posuv přísuvu do hloubky Q11: vrtací posuv v mm/min
Číslo hrubovacího nástroje Q13: číslo nástroje pro
vyhrubování
Példa: NC-bloky
58 CYCL DEF 21 PŘEDVRTÁNÍ
Q10=+5
;HLOUBKA PŘÍSUVU
Q11=100 ;POSUV PŘÍSUVU DO
HLOUBKY
Q13=1
;HRUBOVACÍ NÁSTROJ
X
Y
TNC nerespektuje Delta-hodnotu DR programovanou v
bloku TOOL CALL při výpočtu bodů zápichu.
V kritických místech nemůže TNC případně předvrtávat
nástrojem, který je větší než hrubovací nástroj.