Porovnání: uživatelské funkce – HEIDENHAIN TNC 620 (340 56x-01) Uživatelská příručka
Stránka 521
HEIDENHAIN TNC 620
521
Porovnání: funkce TNC 620,
TNC 310 a iTNC 530
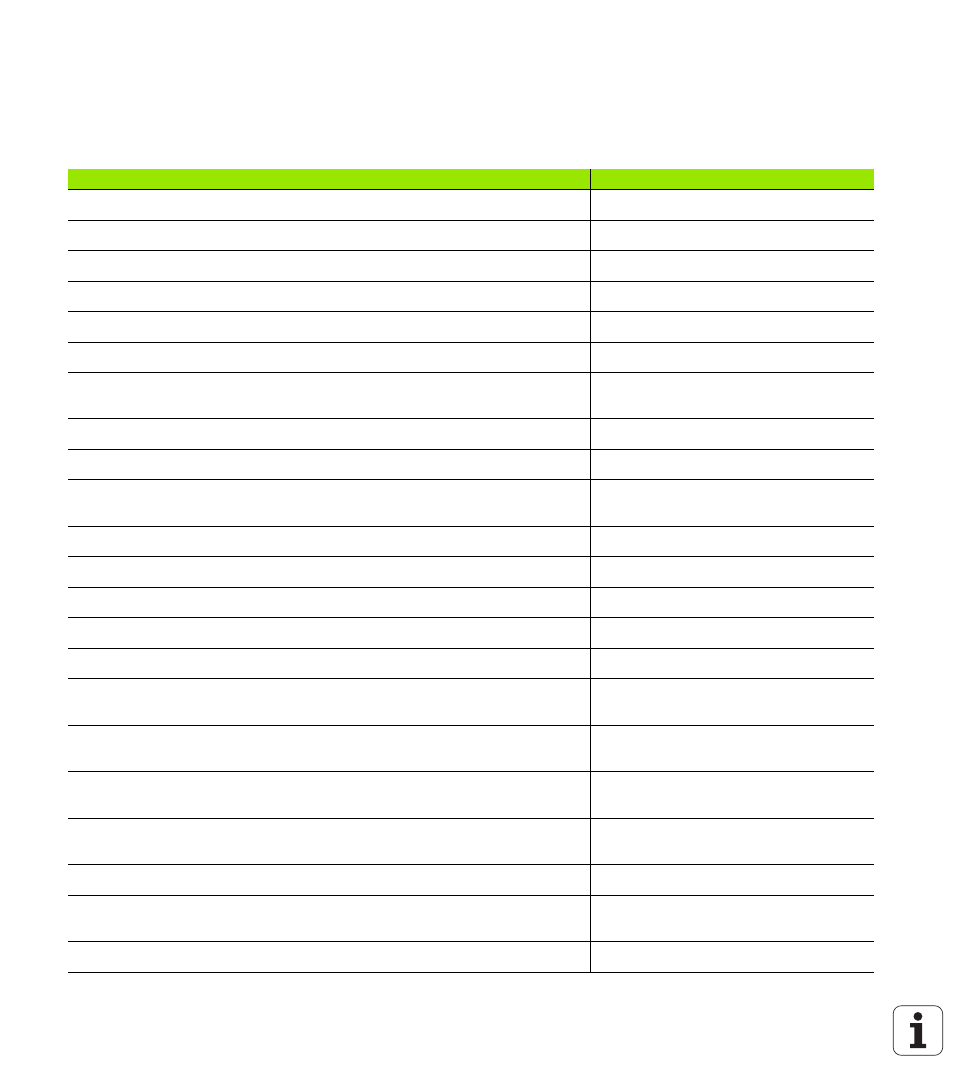
Porovnání: Uživatelské funkce
Funkce
TNC 620
iTNC 530
Zadávání programu v popisném dialogu Heidenhain
X
X
Zadávání programu podle DIN/ISO
(X)
X
Zadávání programu pomocí smarT.NC
–
X
Údaje polohy cílová poloha přímek a kruhu v pravoúhlých souřadnicích
X
X
Údaje polohy absolutní nebo přírůstkové rozměry
X
X
Údaje polohy zobrazení a zadávání v mm nebo v palcích
X
X
Polohové údaje Zobrazení dráhy ručního posuvu při obrábění s proložením
ručním kolečkem
–
X
Korekce nástroje v rovině obrábění a délka nástroje
X
X
Korekce nástroje výpočet obrysu dopředu až o 99 bloků, s korekcí rádiusu
Opce #21
X
Korekce nástroje trojrozměrná korekce rádiusu nástroje
Opce #09
X
Opce #09 u MC420
Tabulka nástrojů centrální uložení nástrojových dat
X
X
Tabulka nástrojů několik tabulek nástrojů s libovolným počtem nástrojů
X
X
Tabulky řezných podmínek výpočet otáček vřetena a posuvu
–
X
Konstantní dráhová rychlost po dráze středu nástroje nebo břitu nástroje
X
X
Paralelní zpracování příprava programu, zatímco se zpracovává další program
X
X
Naklopení roviny obrábění (cyklus 19)
Opce #08
X
Opce #08 u MC420
Naklopení obráběcí roviny (funkce PLANE)
–
X
Opce #08 u MC420
Obrábění na otočném stole programování obrysů na rozvinutém válci
Opce #08
X
Opce #08 u MC420
Obrábění na otočném stole posuv v mm/min
Opce #08
X
Opce #08 u MC420
Najetí a opuštění obrysu po přímce nebo po kruhu
X
X
Volné programování obrysů FK, programování obrobků, které nejsou vhodně
okótované pro NC
Opce #19
X
Programové skoky podprogramy a opakování části programu
X
X