7 cykly pro transformace (p řepo čet ) sou řadnic, Příklad: cykly pro transformace souřadnic – HEIDENHAIN TNC 620 (340 56x-01) Uživatelská příručka
Stránka 360
360
8 Programování: Cykly
8.7 Cykly pro transformace (p
řepo
čet
) sou
řadnic
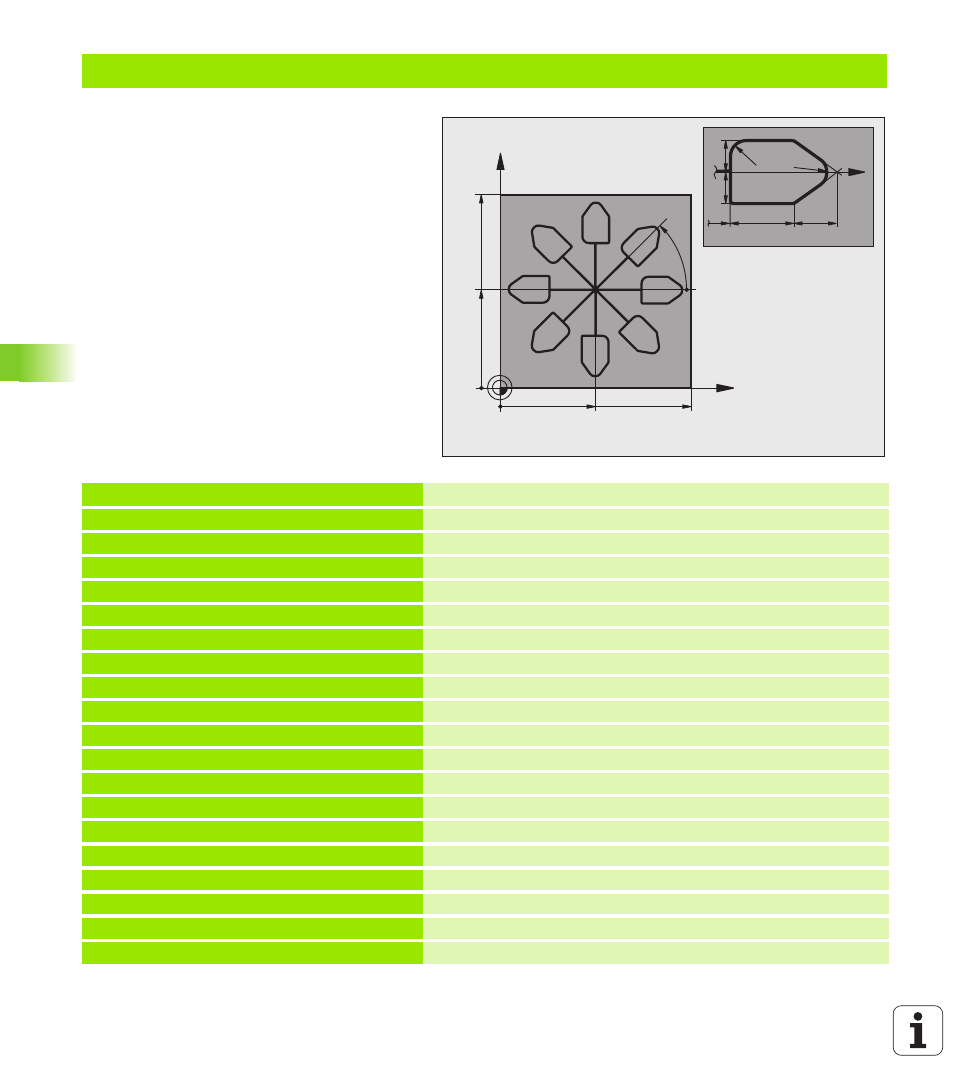
Příklad: Cykly pro transformace souřadnic
Průběh programu
Transformace souřadnic v hlavním programu
Zpracování v podprogramu, viz
0 BEGIN PGM KOUMR MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definice neobrobeného polotovaru
2 BLK FORM 0.2 X+130 Y+130 Z+0
3 TOOL DEF 1 L+0 R+1
Definice nástroje
4 TOOL CALL 1 Z S4500
Vyvolání nástroje
5 L Z+250 R0 FMAX
Odjetí nástroje
6 CYCL DEF 7.0 NULOVÝ BOD
Posunutí nulového bodu do středu
7 CYCL DEF 7.1 X+65
8 CYCL DEF 7.2 Y+65
9 CALL LBL 1
Vyvolání frézování
10 LBL 10
Nastavení návěstí pro opakování části programu
11 CYCL DEF 10.0 NATOČENÍ
Natočení o 45 ° přírůstkově
12 CYCL DEF 10.1 IROT+45
13 CALL LBL 1
Vyvolání frézování
14 CALL LBL 10 REP 6/6
Návrat na LBL 10; celkem šestkrát
15 CYCL DEF 10.0 NATOČENÍ
Zrušení natočení
16 CYCL DEF 10.1 ROT+0
17 CYCL DEF 7.0 NULOVÝ BOD
Zrušení posunutí nulového bodu
18 CYCL DEF 7.1 X+0
19 CYCL DEF 7.2 Y+0
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
10
10