HEIDENHAIN TNC 620 (340 56x-01) Uživatelská příručka
Stránka 283
HEIDENHAIN TNC 620
283
8.3 Cykly k frézování kapes, ostr
ů
vk
ů
(
č
ep
ů
) a drážek
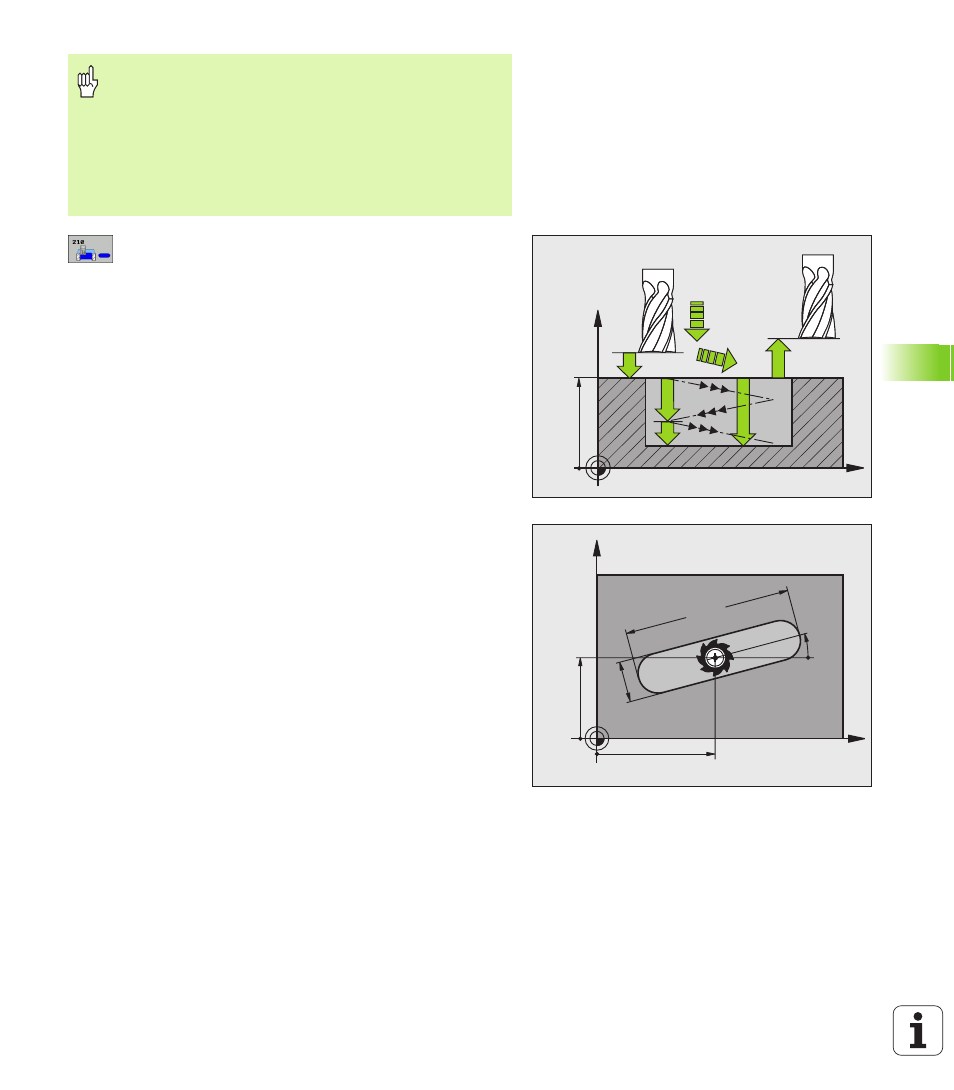
Bezpečná vzdálenost Q200 (inkrementálně):
vzdálenost hrot nástroje – povrch obrobku
Hloubka Q201 (inkrementálně): vzdálenost povrch
obrobku – dno drážky
Posuv pro frézování Q207: pojezdová rychlost nástroje
při frézování v mm/min
Hloubka přísuvu Q202 (inkrementálně): rozměr, o
který se nástroj pokaždé v ose vřetena celkově
přisune při jednom kývavém pohybu
Rozsah obrábění (0/1/2) Q215: definice rozsahu
obrábění:
0: hrubování a dokončování
1: pouze hrubování
2: pouze dokončování
Souřadnice povrchu obrobku Q203 (absolutně):
Souřadnice povrchu obrobku
2. bezpečná vzdálenost Q204 (inkrementálně):
souřadnice Z, v níž nemůže dojít ke kolizi mezi
nástrojem a obrobkem (upínadly)
Střed 1. osy Q216 (absolutně): střed drážky v hlavní
ose roviny obrábění.
Střed 2. osy Q217 (absolutně): střed drážky ve vedlejší
ose roviny obrábění.
1. délka strany Q218 (hodnota rovnoběžně s hlavní
osou roviny obrábění): zadejte delší stranu drážky
2. délka strany Q219 (hodnota rovnoběžně s vedlejší
osou roviny obrábění): zadejte šířku drážky; zadá-li se
šířka drážky rovnající se průměru nástroje, pak
provede TNC pouze hrubování (frézování podélné
díry).
Pozor nebezpečí kolize!
Strojním parametrem displayDepthErr nastavíte, zda má
TNC při zadání kladné hloubky vydat chybové hlášení (on)
nebo ne (off).
Uvědomte si, že TNC při zadání kladné hloubky výpočet
předpolohování invertuje. Nástroj tedy jede v ose nástroje
rychloposuvem na bezpečnou vzdálenost pod povrchem
obrobku!
X
Z
Q200
Q201
Q207
Q202
Q203
Q204
X
Y
Q21
9
Q218
Q217
Q216
Q224