13 příklady programování, Příklad: elipsa – HEIDENHAIN TNC 620 (340 56x-01) Uživatelská příručka
Stránka 448
448
10 Programování: Q-parametry
10.13 P
říklady programování
10.13Příklady programování
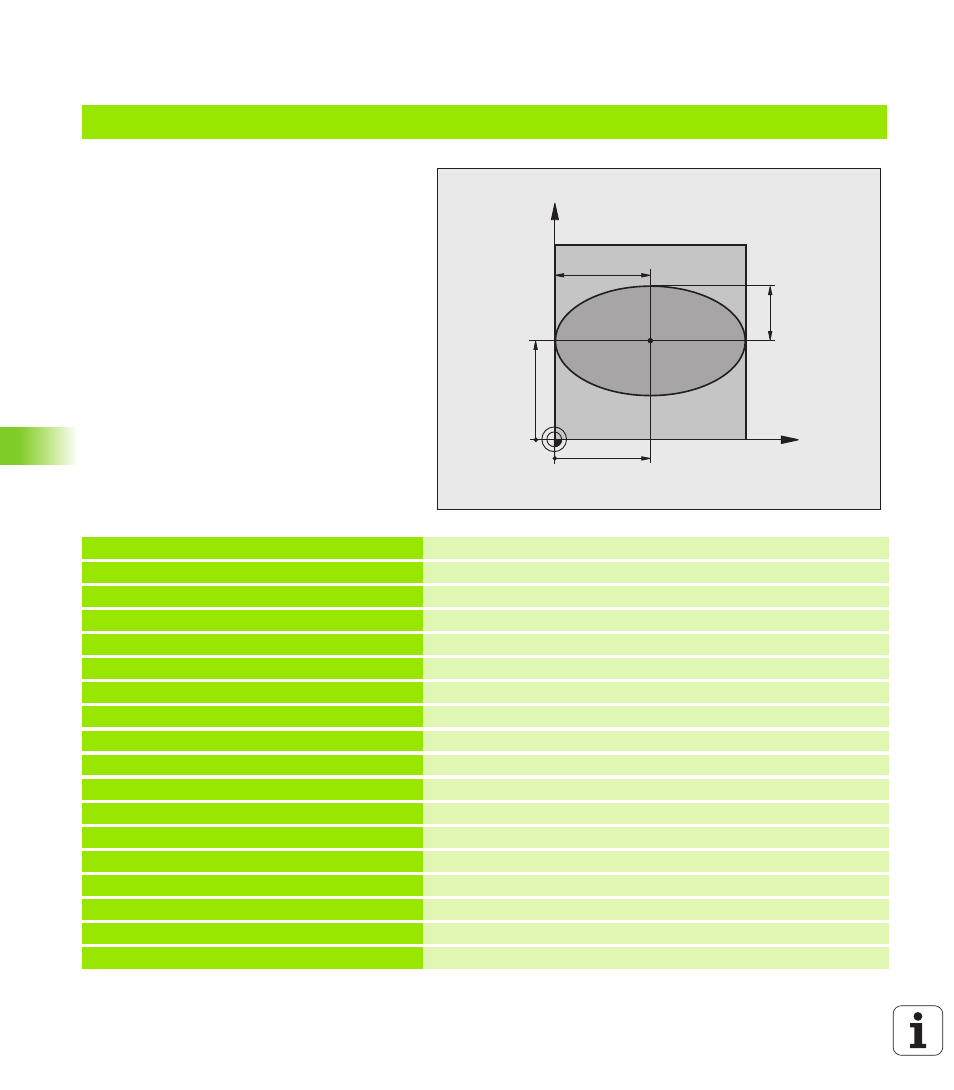
Příklad: Elipsa
Průběh programu
Obrys elipsy je aproximován velkým množstvím
malýchlineárních úseků (počet je definovatelný v
Q7). Čím více je definováno výpočtových kroků,
tím hladší je obrys
Směr frézování určíte pomocí úhlu startu a
konce v rovině:
Směr obrábění ve smyslu hodinových ručiček:
úhel startu > úhel konce
Směr obrábění proti smyslu hodinových ručiček:
úhel startu < úhel konce
Na rádius nástroje se nebere zřetel
0 BEGIN PGM ELIPSA MM
1 FN 0: Q1 = +50
Střed v ose X
2 FN 0: Q2 =+50
Střed v ose Y
3 FN 0: Q3 = +50
Poloosa X
4 FN 0: Q4 = +30
Poloosa Y
5 FN 0: Q5 = +0
Úhel startu v rovině
6 FN 0: Q6 = +360
Úhel konce v rovině
7 FN 0: Q7 = +40
Počet výpočetních kroků
8 FN 0: Q8 = +0
Natočení elipsy
9 FN 0: Q9 = +5
Hloubka frézování
10 FN 0: Q10 = +100
Posuv do hloubky
11 FN 0: Q11 = +350
Frézovací posuv
12 FN 0: Q12 = +2
Bezpečná vzdálenost pro předpolohování
13 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definice neobrobeného polotovaru
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL CALL 1 Z S4000
Vyvolání nástroje
16 L Z+250 R0 FMAX
Odjetí nástroje
17 CALL LBL 10
Vyvolání obrábění
X
Y
50
50
30
50