5 sl-cykly – HEIDENHAIN TNC 620 (340 56x-01) Uživatelská příručka
Stránka 310
310
8 Programování: Cykly
8.5 SL-cykly
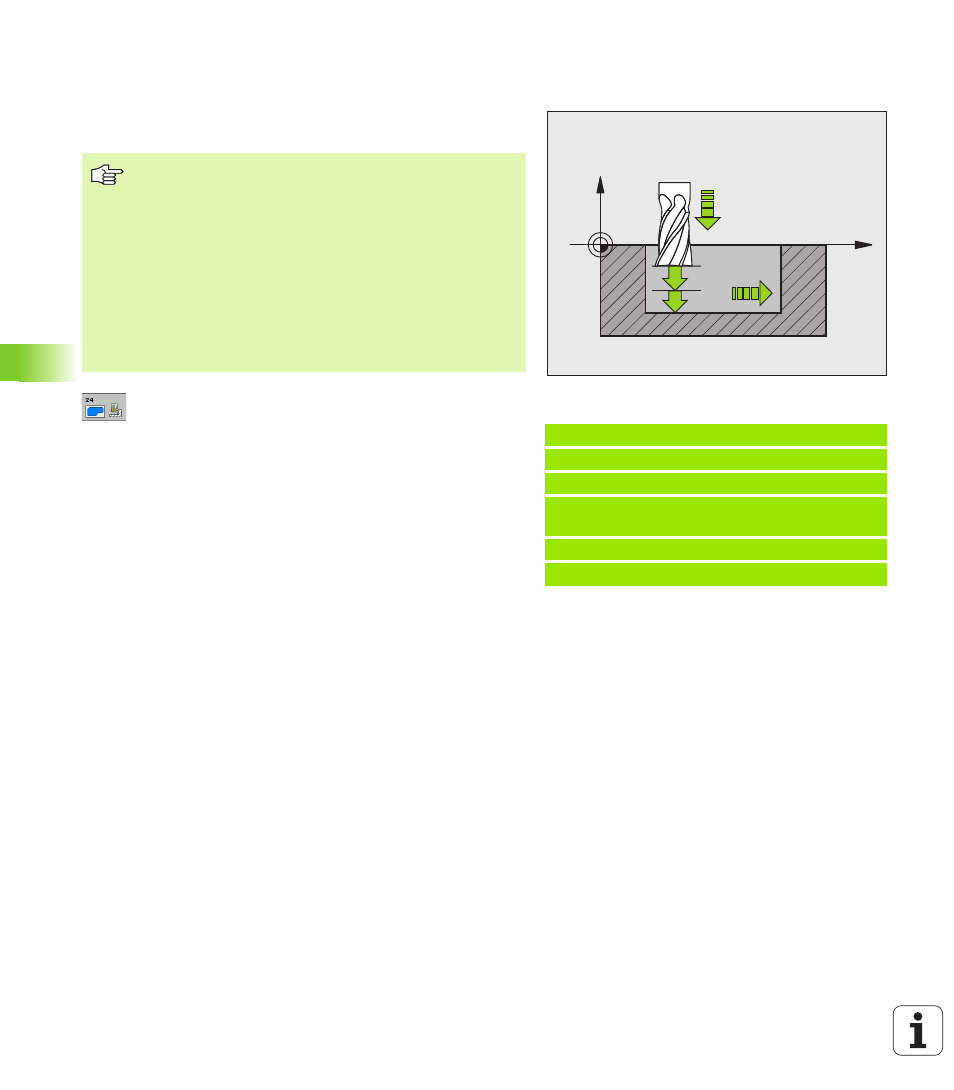
DOKONČENÍ STĚN (cyklus 24, volitelný software
Advanced programming features)
TNC najíždí nástrojem po kruhové dráze tangenciálně na dílčí obrysy.
Každý dílčí obrys se dokončí samostatně.
Smysl otáčení? Ve smyslu hodinových ručiček = -1 Q9:
Směr obrábění:
+1:otáčení proti smyslu hodinových ručiček
–1:otáčení ve smyslu hodinových ručiček
Hloubka přísuvu Q10 (inkrementálně): rozměr, o který
se nástroj pokaždé přisune
Posuv přísuvu do hloubky Q11: posuv při zanořování.
Posuv vyhrubování Q12: frézovací posuv
Přídavek na dokončení stěny Q14 (inkrementálně):
přídavek pro vícenásobné dokončování; zadáte-li
Q14 = 0, pak se odstraní poslední zbytek přídavku
Példa: NC-bloky
61 CYCL DEF 24 DOKONČENÍ STĚN
Q9=+1
;SMYSL OTÁČENÍ
Q10=+5
;HLOUBKA PŘÍSUVU
Q11=100 ;POSUV PŘÍSUVU DO
HLOUBKY
Q12=350 ;POSUV HRUBOVÁNÍ
Q14=+0
;PŘÍDAVEK PRO STĚNU
X
Z
Q11
Q12
Q10
Před programováním dbejte na tyto body
Součet přídavku na dokončení stěny (Q14) a rádiusu
dokončovacího nástroje musí být menší než součet
přídavku na dokončení stěny (Q3, cyklus 20) a rádiusu
hrubovacího nástroje.
Pokud použijete cyklus 24, aniž jste předtím vyhrubovali s
cyklem 22, platí rovněž výše uvedený výpočet; rádius
hrubovacího nástroje pak má hodnotu „0“.
TNC si sám zjistí bod startu pro dokončování. Bod startu je
závislý na prostorových poměrech v kapse a na přídavku
programovaném v cyklu 20.