5 práce s tabulkami řezných podm nek, Upozorněn, Možnosti použit – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Uživatelská příručka
Stránka 165: Upozorněn možnosti použit, Yx z
HEIDENHAIN iTNC 530
165
5.5 P
ráce
s ta
b
u
lkami ř
e
zný
c
h pod
mnek
5.5 Práce s tabulkami řezných
podm nek
Upozorněn
Možnosti použit
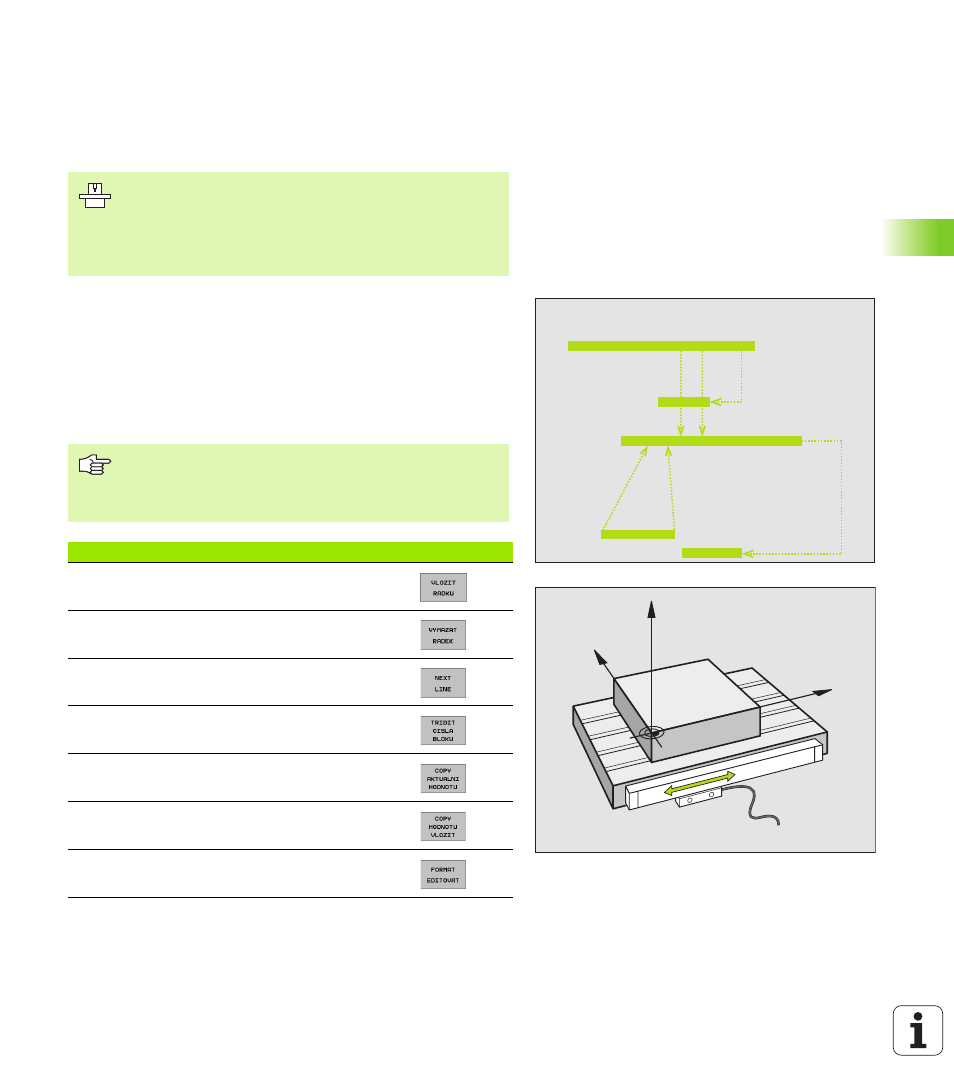
Pomoc tabulek řezných podm nek, v nichž jsou definovány libovolné
kombinace materiálů obrobků a řezných materiálů, může TNC
vypoč tat z řezné rychlosti V
C
a posuvu na zub f
Z
otáčky vřetena a
dráhový posuv F. Základem pro tento výpočet je, že jste v programu
definovali materiál obrobku a v tabulce nástrojů různé specifické
vlastnosti nástroje.
TNC mus být výrobcem stroje připraven pro práci s
tabulkami řezných parametrů.
Na vašem stroji nemus být k dispozici všechny zde
popsané nebo př davné funkce. Informujte se ve vaš
př ručce ke stroji.
Dř ve než necháte TNC automaticky vypoč tat řezné
podm nky, mus te m t v provozn m režimu Testován
programu aktivovánu tabulku nástrojů (status S), ze
které má TNC převz t nástrojově specifická data.
Editačn funkce pro tabulky řezných podm nek
Softklávesa
Vložit řádek
Vymazat řádek
Zvolit začátek dalš ho řádku
Setř dit tabulku
Zkop rovat světle podložené pole (2. lišta
softkláves)
Vložit zkop rované pole (2. lišta softkláves)
Editovat formát tabulky (2. lišta softkláves)
DATEI: TOOL.T
MM
T
R
CUT.
TYP
TMAT
CDT
0
...
...
...
...
...
1
...
...
...
...
...
2
+5
4
MILL
HSS
PRO1
3
...
...
...
...
...
4
...
...
...
...
...
0 BEGIN PGM xxx.H MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 Z X+100 Y+100 Z+0
3 WMAT "ST65"
4 ...
5 TOOL CALL 2 Z S1273 F305
DATEI: PRO1.CDT
NR WMAT TMAT
Vc1
F1
0
...
...
...
...
1
...
...
...
...
2
ST65
HSS
40
0.06
3
...
...
...
...
4
...
...
...
...
Y
X
Z