Př klad: frézován kapes, ostrůvků a drážek – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Uživatelská příručka
Stránka 330
330
8 Programován : Cykly
8.4 Cykly k
frézován kapes, ostrůvků (čepů)
a drá
žek
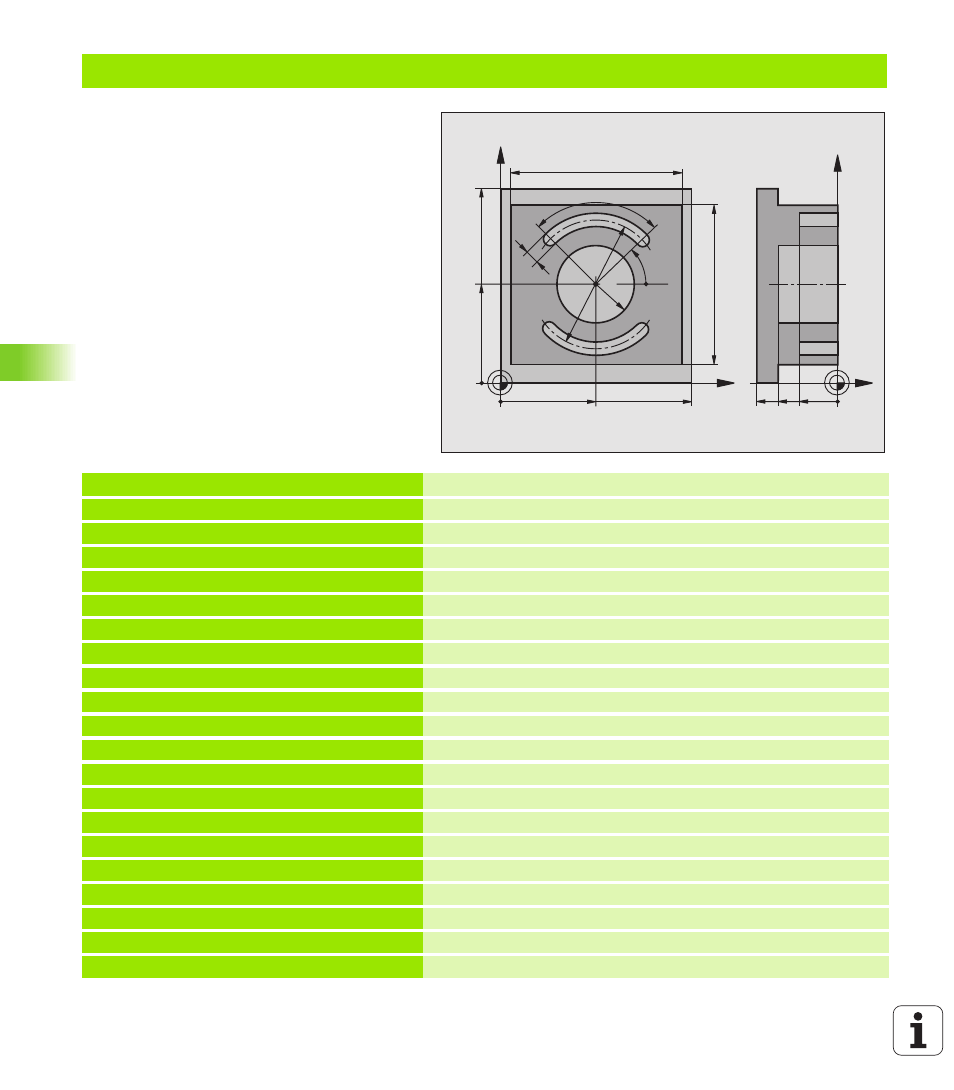
Př klad: Frézován kapes, ostrůvků a drážek
%C210 G71 *
N10 G30 G17 X+0 Y+0 Z 40 *
Definice neobrobeného polotovaru
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+6 *
Definice nástroje hrubován /dokončován
N40 G99 T2 L+0 R+3 *
Definice nástroje drážková fréza
N50 T1 G17 S3500 *
Vyvolán nástroje hrubován /dokončen
N60 G00 G40 G90 Z+250 *
Odjet nástroje
N70 G213 ČEP NAČISTO
Definice cyklu vnějš ho obráběn
Q200=2
;BEZPEČ. VZDÁL.
Q201= 30 ;HLOUBKA
Q206=250 ;PŘÍSUV F DO HL.
Q202=5
;HLOUBKA PŘÍSUVU
Q207=250 ;F FRÉZOVÁNÍ
Q203=+0
;SOUŘ. POVRCHU
Q204=20
;2. BEZP. VZDÁL.
Q216=+50 ;STŘED 1. OSY
Q217=+50 ;STŘED 2. OSY
Q218=90
;1. DÉLKA STRANY
Q219=80
;2. DÉLKA STRANY
Q220=0
;RÁDIUS ROHU
Q221=5
;PŘÍDAVEK
X
Y
50
50
100
100
80
90
8
90°
45°
R25
70
Z
Y
-40
-20
-30