5 d ráhov é pohy by – p olárn s ouřad n ice – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Uživatelská příručka
Stránka 200
200
6 Programován : programován obrysů
6.5 D
ráhov
é pohy
by – p
olárn s
ouřad
n
ice
Pokud mus te zhotovit v ce než 16 chodů:
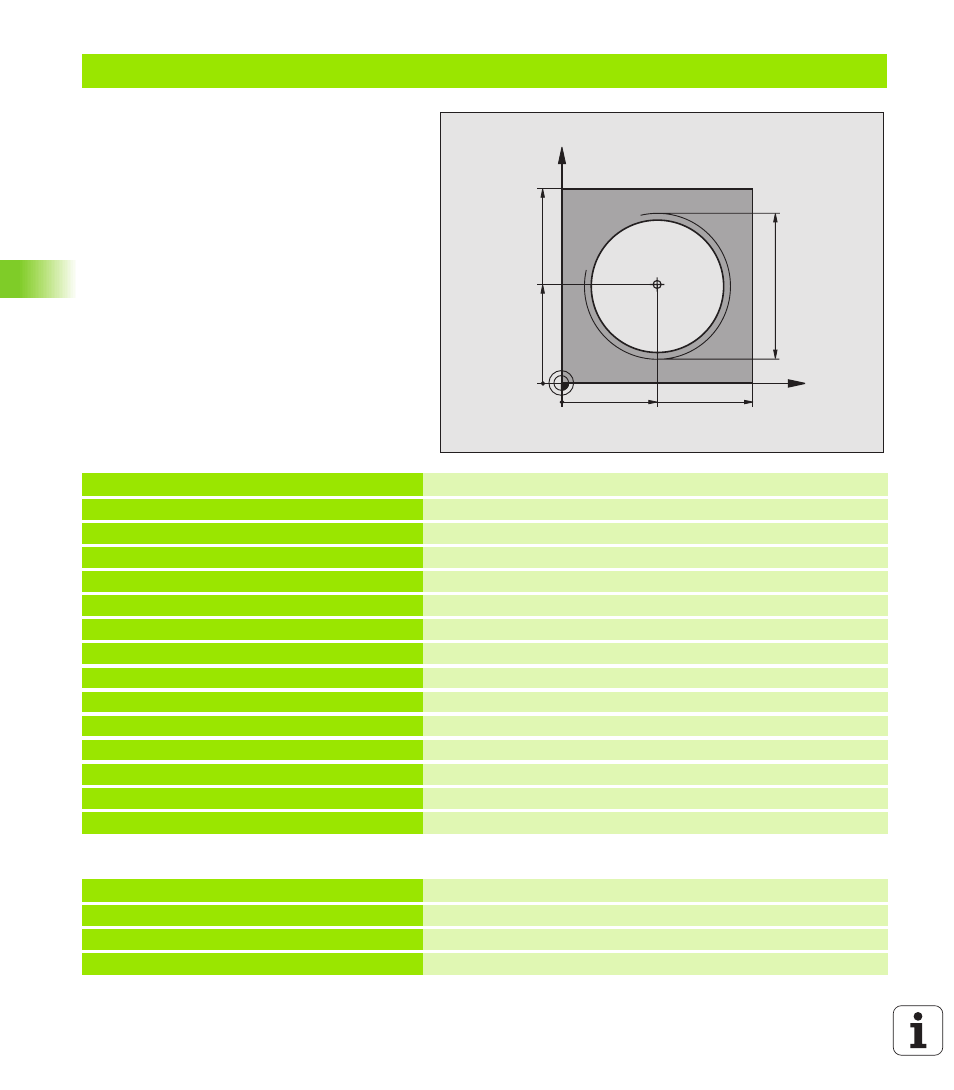
Př klad: Helix
%HELIX G71 *
N10 G30 G17 X+0 Y+0 Z 20 *
Definice neobrobeného polotovaru
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+5 *
Definice nástroje
N40 T1 G17 S1400 *
Vyvolán nástroje
N50 G00 G40 G90 Z+250 *
Odjet nástroje
N60 X+50 Y+50 *
Předpolohován nástroje
N70 G29 *
Převzet naposledy programované polohy jako pólu
N80 G01 Z 12,75 F1000 M3 *
Najet na hloubku obráběn
N90 G11 G41 R+32 H+180 F250 *
Najet prvn ho bodu obrysu
N100 G26 R2 *
Napojen
N110 G13 G91 H+3240 Z+13,5 F200 *
Jet po šroubovici
N120 G27 R2 F500 *
Tangenciáln odj žděn
N170 G01 G40 G90 X+50 Y+50 F1000 *
Vyjet nástroje, konec programu
N180 G00 Z+250 M2 *
X
Y
50
50
I,J
100
100
M64 x 1,5
...
N80 G01 Z 12,75 F1000 M3 *
N90 G11 G41 H+180 R+32 F250 *
N100 G26 R2 *
Tangenciáln naj žděn