Orientace vřetena (cyklus g36), 10 sp e ciáln cy k ly – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Uživatelská příručka
Stránka 413
HEIDENHAIN iTNC 530
413
8.10 Sp
e
ciáln cy
k
ly
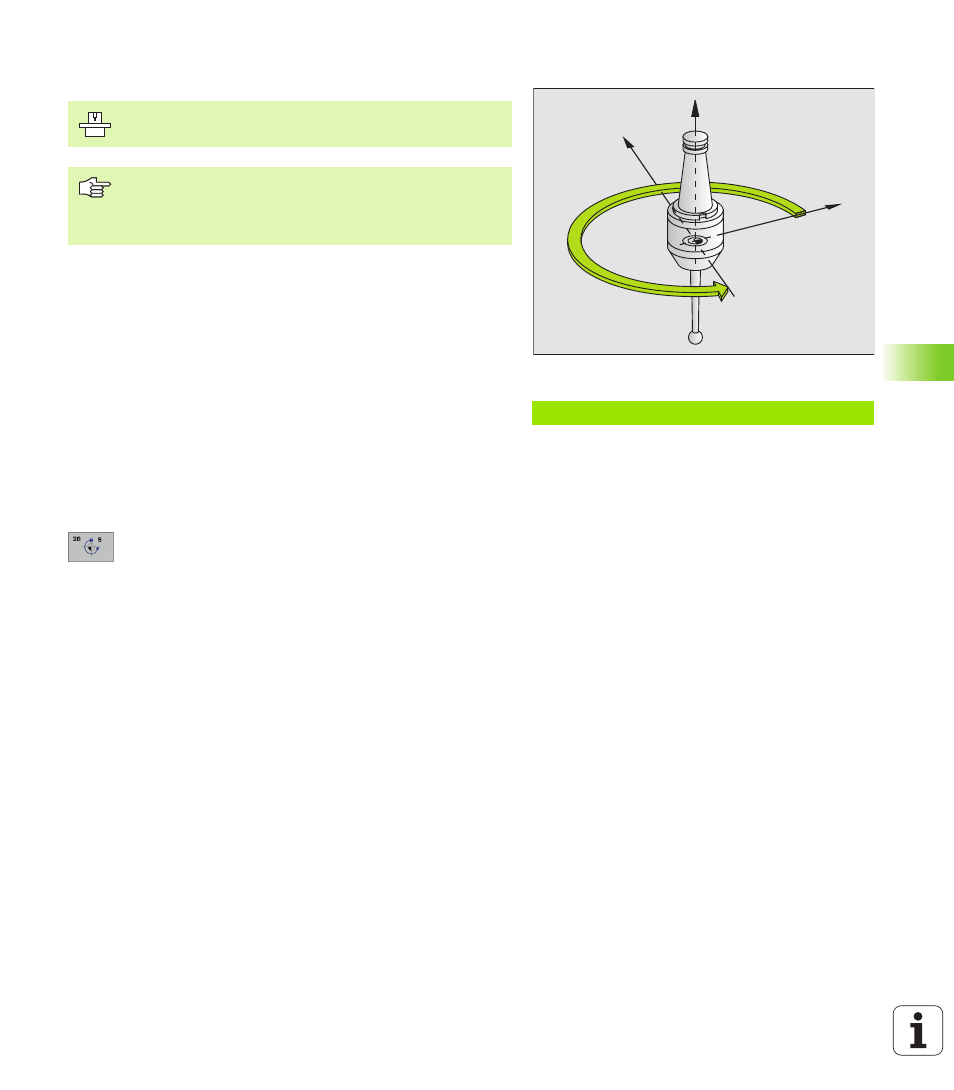
ORIENTACE VŘETENA (cyklus G36)
TNC může ř dit hlavn vřeteno obráběc ho stroje a natočit je do
stanovené úhlové polohy.
Orientace vřetena je např klad zapotřeb :
n
u systémů pro výměnu nástrojů s určenou polohou pro výměnu
nástroje
n
k seř zen vys lac ho a přij mac ho okénka 3D dotykové sondy s
infračerveným přenosem
Účinek
V cyklu definovanou úhlovou polohu nastav TNC naprogramován m
M19 nebo M20 (závis na proveden stroje).
Naprogramujete li M19, respektive M20, aniž jste předt m definovali
cyklus 13, pak TNC napolohuje hlavn vřeteno na úhlovou polohu,
která je definovaná výrobcem stroje (viz př ručku ke stroji).
U
U
U
U
Úhel orientace: zadejte úhel vztažený k úhlové
vztažné ose roviny obráběn
Rozsah zadán : 0 až 360°
Přesnost zadán : 0,001°
Př klad: NC bloky
N76 G36 S25*
X
Y
Z
Stroj a TNC mus být výrobcem stroje připraveny.
V obráběc ch cyklech 202, 204 a 209 se interně použ vá
cyklus 13. Uvědomte si, že ve vašem NC programu
mus te naprogramovat př padně cyklus 13 po jednom z
výše uvedených cyklů znovu.