Předvrtání (cyklus g121), G121 předvrtání (volitelně použitelné), 6 sl c ykly – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Uživatelská příručka
Stránka 348
348
8 Programován : Cykly
8.6 SL
c
ykly
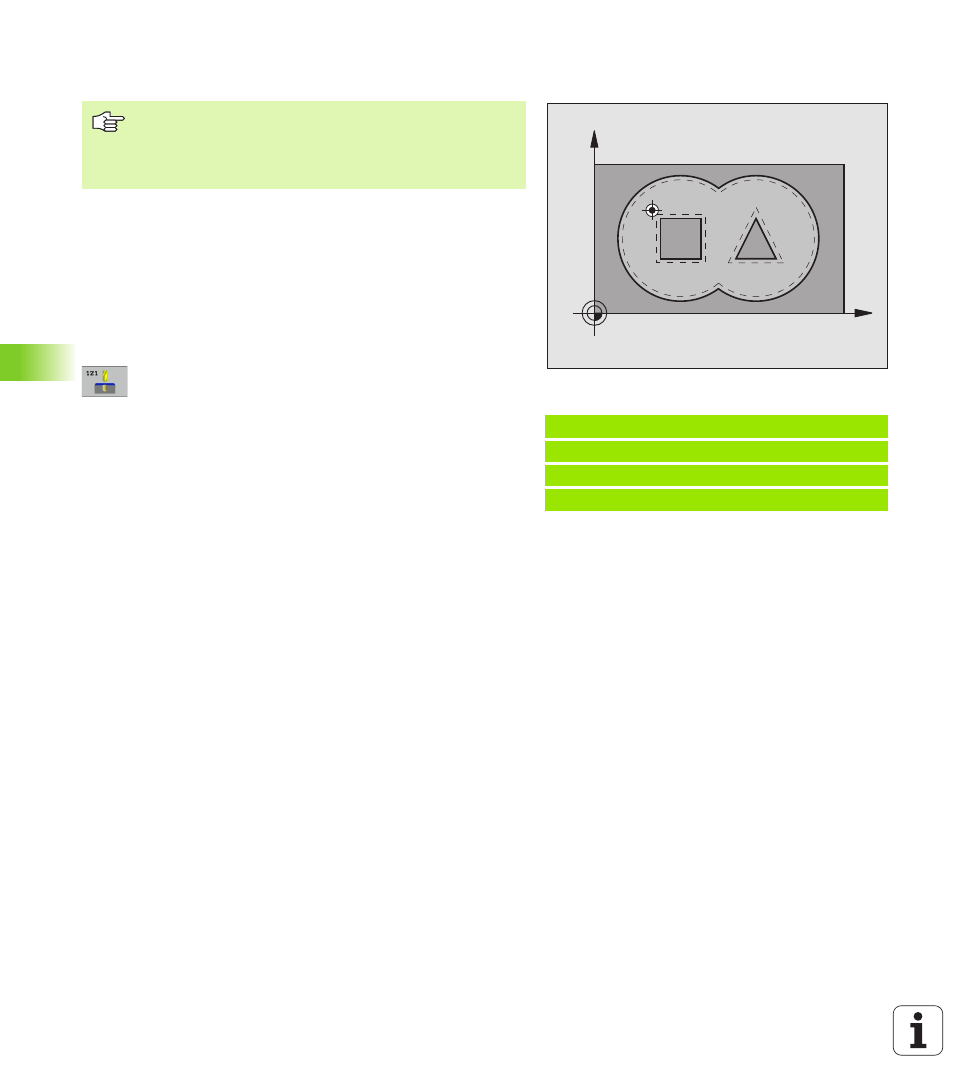
PŘEDVRTÁNÍ (cyklus G121)
Průběh cyklu
Jako cyklus G83 Vrtán , viz „Cykly k vrtán , řezán vnitřn ch závitů a
frézován závitů”, str. 246.
Použit
Cyklus G121 PŘEDVRTÁNÍ zohledňuje pro body zápichu př davek na
dokončen stěn a př davek na dokončen dna, rovněž i rádius
hrubovac ho nástroje. Body zápichu jsou současně i body startu pro
hrubován .
U
U
U
U
Hloubka př suvu Q10 (inkrementálně): rozměr, o
který se nástroj pokaždé přisune (znaménko při
záporném směru obráběn „–“).
U
U
U
U
Posuv př suvu do hloubky Q11: vrtac posuv v mm/
min
U
U
U
U
Č slo hrubovac ho nástroje Q13: č slo nástroje pro
vyhrubován
Př klad: NC bloky
N58 G121 PŘEDVRTÁNÍ
Q10=+5
;HLOUBKA PŘÍSUVU
Q11=100
;POSUV PŘÍSUVU DO HL.
Q13=1
;NÁSTROJ VYHRUBOVÁNÍ
X
Y
TNC nerespektuje Delta hodnotu DR programovanou v
bloku T při výpočtu bodů zápichu.
V kritických m stech nemůže TNC př padně předvrtávat
nástrojem, který je větš než hrubovac nástroj.