Změna struktury tabulek, 5 p ráce s ta b u lkami ř e zný c h pod mnek – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Uživatelská příručka
Stránka 169
HEIDENHAIN iTNC 530
169
5.5 P
ráce
s ta
b
u
lkami ř
e
zný
c
h pod
mnek
Postup při práci s automatickým výpočtem
otáček/posuvu
1
Pokud nen ještě zadáno: zadejte materiál obrobku do souboru
WMAT.TAB.
2
Pokud nen ještě zadáno: zadejte řezný materiál do souboru
TMAT.TAB.
3
Pokud nen ještě zadáno: zadejte do tabulky nástrojů všechna
data daného nástroje potřebná pro výpočet řezných podm nek :
n
Rádius nástroje.
n
Počet zubů.
n
Typ nástroje.
n
Materiál nástroje.
n
K nástroji př slušej c tabulku řezných podm nek.
4
Pokud nen ještě zadáno: zadejte řezné podm nky do libovolné
tabulky řezných podm nek (CDT soubor)
5
Provozn režim Test: aktivujte tabulku nástrojů, ze které má TNC
vyb rat nástrojově specifická data (status S)
6
V NC programu: softklávesou WMAT nadefinujte materiál
obrobku
7
V NC programu: v bloku TOOL CALL dejte přes softklávesu
automaticky vypoč tat otáčky vřetena a posuv
Změna struktury tabulek
Tabulky řezných dat jsou pro TNC takzvané „volně definovatelné
tabulky“. Formát volně definovatelných tabulek můžete měnit
editorem struktury.
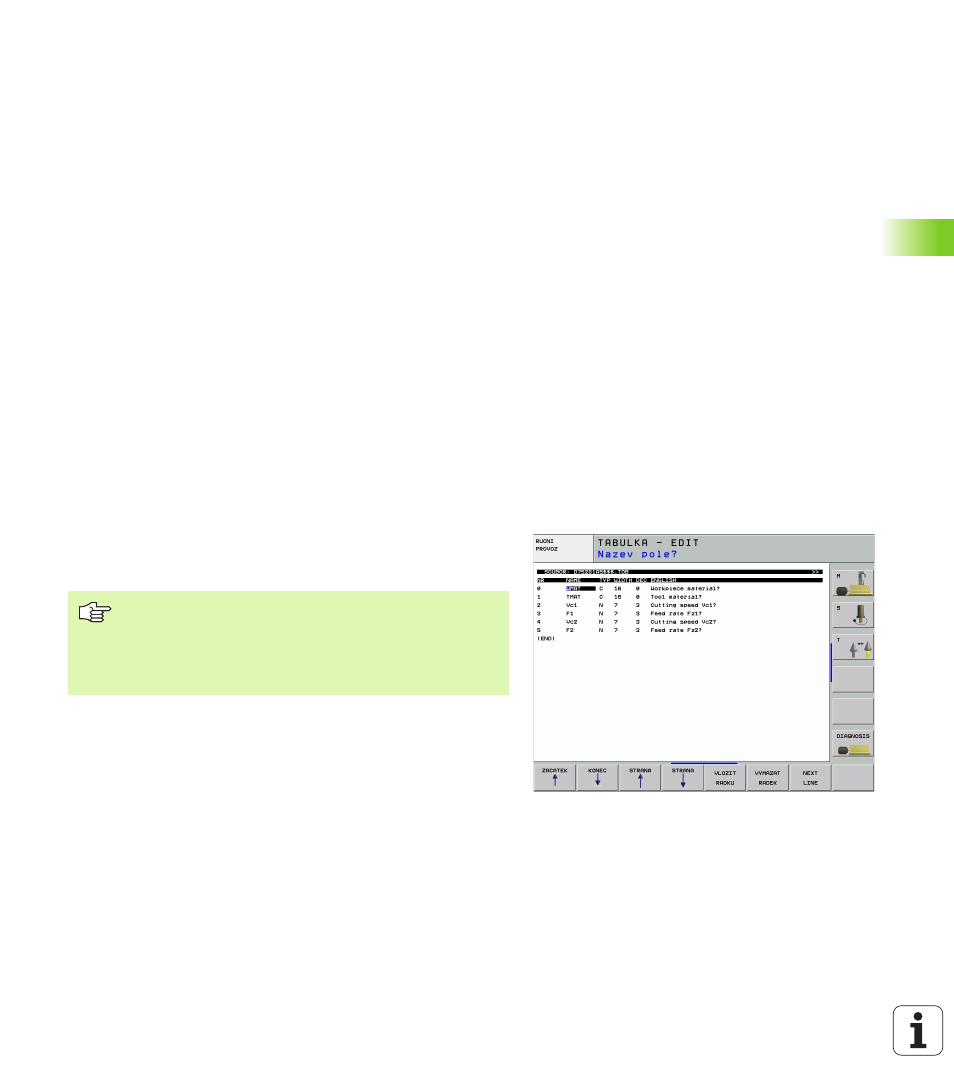
Vyvolán editoru struktury
Stiskněte softklávesu EDITOVAT FORMÁT (2. úroveň softkláves).
TNC otevře editačn okno (viz obrázek vpravo), ve kterém je
znázorněná struktura tabulky „otočená o 90°“. Řádek v okně editoru
definuje sloupec v př slušné tabulce. Význam strukturn ho př kazu
(položka v záhlav ) naleznete v tabulce uvedené vedle.
TNC může zpracovat maximálně 200 znaků na řádku a
maximálně 30 sloupců.
Přidáte li do stávaj c tabulky dodatečně sloupec, tak
TNC neprovede automaticky odsunut již zadaných
údajů.