Př mka rychloposuvem g00 př mka posuvem g01 f, Př mka posuvem př mka rychloposuvem, G00 g01 – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Uživatelská příručka
Stránka 183: Souřadnice koncového bodu př mky
HEIDENHAIN TNC iTNC 530
183
6.4 Drá
h
o
v
é p
o
hyby – pravoúhlé souřadnice
Př mka rychloposuvem G00
Př mka posuvem G01 F... .
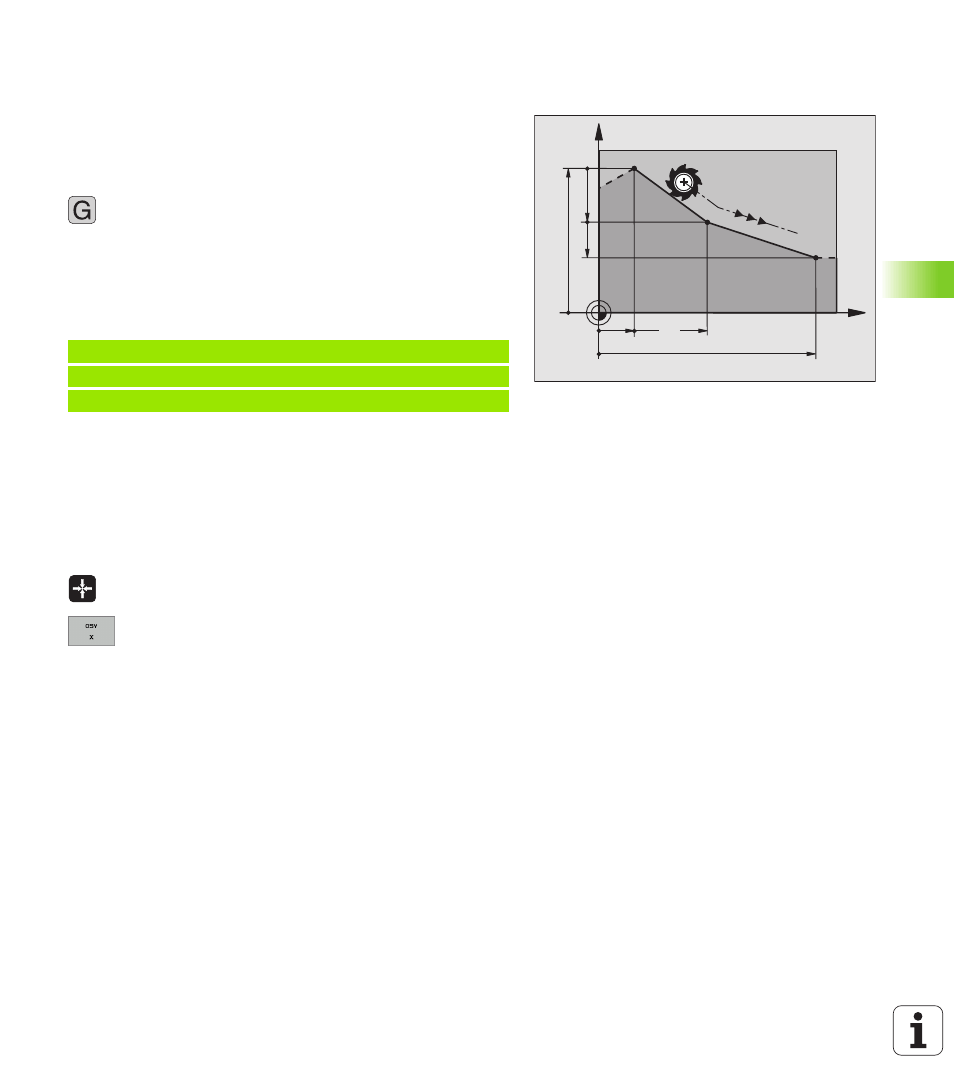
TNC přej žd nástrojem po př mce z jeho aktuáln polohy do
koncového bodu př mky. Výchoz bod je koncovým bodem
předchoz ho bloku.
Programován
U
U
U
U
Souřadnice koncového bodu př mky
Je li třeba:
U
U
U
U
Korekce rádiusu G40/G41/G42
U
U
U
U
Posuv F
U
U
U
U
Př davná funkce M
Př klad NC bloků
Převzet aktuáln polohy
Funkc Převzet aktuáln polohy můžete převz t do bloku libovolnou
polohu v ose:
U
U
U
U
Naje te nástrojem v provozn m režimu Ručn provoz do polohy,
která se má převz t.
U
U
U
U
Přepněte indikaci obrazovky na Program zadat/editovat.
U
U
U
U
Zvolte blok programu, do kterého si přejete převz t polohu v ose.
U
U
U
U
Zvolte funkci Převzet aktuáln polohy: TNC ukáže v
liště softkláves osy, jejichž polohy můžete převz t
U
U
U
U
Zvolte osu, např klad X: TNC zap še aktuáln polohu
zvolené osy do aktivn ho zadávac ho pol čka
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y 15 *
N90 G90 X+60 G91 Y 10 *
X
Y
60
15
40
10
10
20
1