Tolerance (cyklus g62), 10 sp e ciáln cy k ly – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Uživatelská příručka
Stránka 414
414
8 Programován : Cykly
8.10 Sp
e
ciáln cy
k
ly
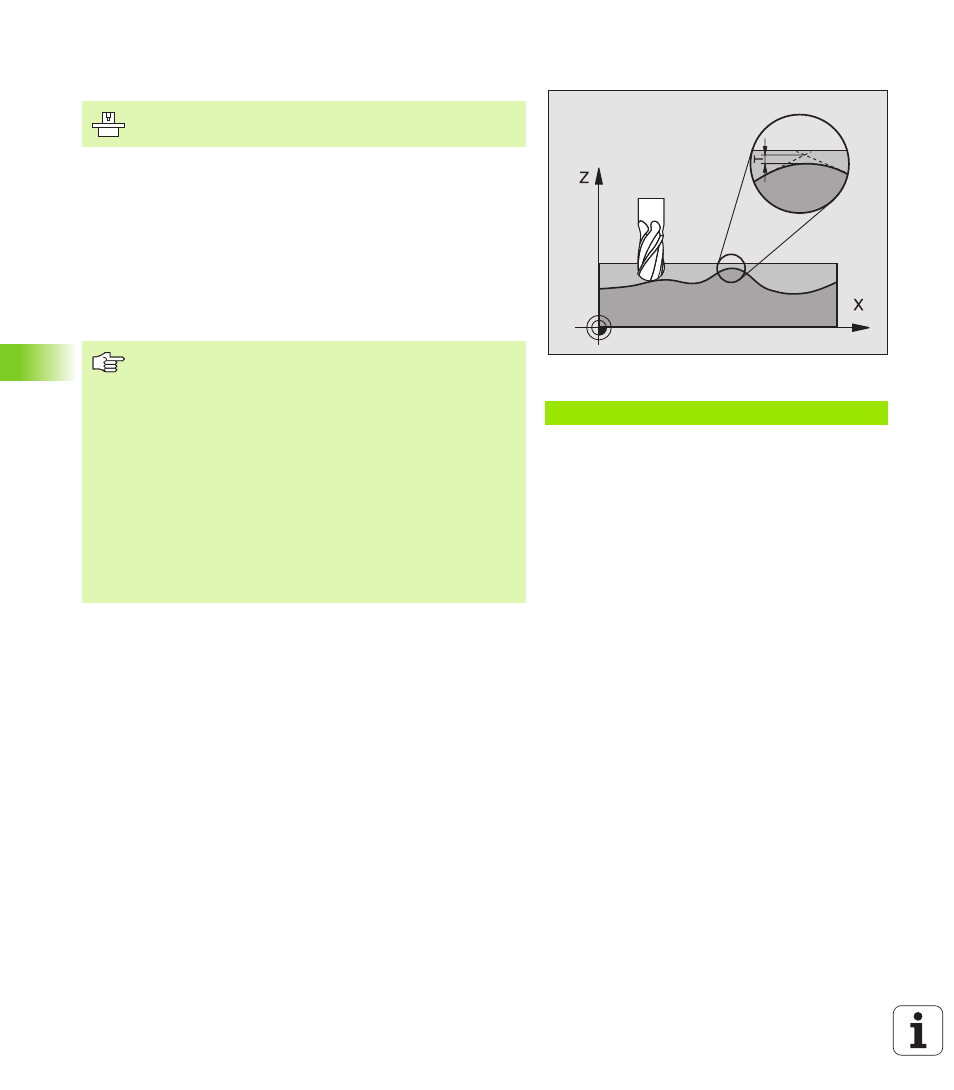
TOLERANCE (cyklus G62)
TNC automaticky vyhlad obrys mezi libovolnými (nekorigovanými
nebo korigovanými) prvky obrysu. Nástroj tak poj žd po povrchu
obrobku plynule. Je li třeba, sn ž TNC automaticky naprogramovaný
posuv, tak že program se zpracovává vždy „bez škubán “ s nejvyšš
možnou rychlost . T m se zvyšuje jakost povrchu a šetř mechanika
stroje.
T mto vyhlazen m vznikne určitá odchylka od obrysu. Velikost této
odchylky od obrysu (hodnota tolerance) je definována výrobcem
stroje ve strojn m parametru. Cyklem G62 můžete změnit
předvolenou hodnotu tolerance a zvolit jiné nastaven filtru.
Př klad: NC bloky
N78 G62 T0,05 P01 0 P02 5*
Stroj a TNC mus být výrobcem stroje připraveny.
Před programován m dbejte na tyto body
Cyklus G62 je aktivn jako DEF, to znamená, že je účinný
od své definice v programu.
Cyklus G62 zresetujete tak, že znovu nadefinujete cyklus
G62 a dialogovou otázku Hodnota tolerance potvrd te
klávesou BEZ ZADÁNÍ. Zrušen m se opět zaktivuje
předt m nastavená tolerance.
Zadanou hodnotu tolerance T interpretuje TNC v MM
programu jako měrovou jednotku mm a v Inch programu
jako měrovou jednotku palec.
Pokud zavedete program s cyklem 32, který obsahuje
jako parametr cyklu pouze Hodnotu tolerance T, dopln
TNC oba zbývaj c parametry hodnotou 0.