Hrubování (cyklus g122), G122 hrubování (naléhavě potřebný), 6 sl c ykly – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Uživatelská příručka
Stránka 349
HEIDENHAIN iTNC 530
349
8.6 SL
c
ykly
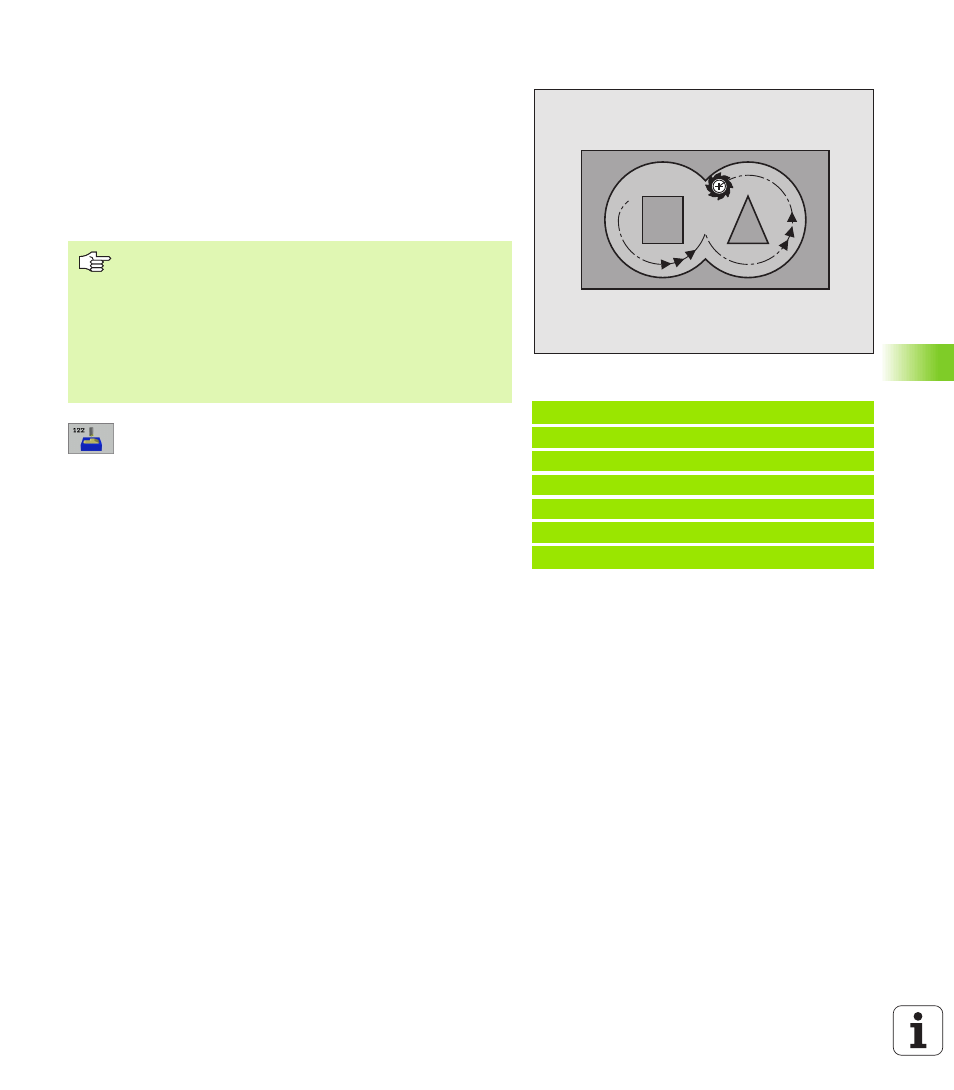
HRUBOVÁNÍ (cyklus G122)
1
TNC napolohuje nástroj nad bod zápichu; přitom se bere ohled
na př davek na dokončen stěny.
2
V prvn hloubce př suvu frézuje nástroj posuvem pro frézován
Q12 obrys zevnitř ven.
3
Přitom se obrysy ostrůvků (zde: C/D) ofrézuj s přibl žen m k
obrysu kapes (zde: A/B).
4
Potom TNC dohotov obrys kapes a odjede nástrojem zpět na
bezpečnou výšku.
U
U
U
U
Hloubka př suvu Q10 (inkrementálně): rozměr, o
který se nástroj pokaždé přisune.
U
U
U
U
Posuv př suvu do hloubky Q11: posuv při
zanořován v mm/min.
U
U
U
U
Posuv hrubován Q12: frézovac posuv v mm/min.
U
U
U
U
Č slo předhrubovac ho nástroje Q18: č slo
nástroje, j mž TNC právě předhruboval. Pokud se
předhrubován neprovádělo, zadejte „0“; zadáte li
zde nějaké č slo, vyhrubuje TNC pouze tu část, která
nemohla být předhrubovac m nástrojem obrobena.
Nelze li na oblast dohrubován najet ze strany,
zanoř se TNC kývavě; k tomu mus te v tabulce
nástrojů TOOL.T (viz „Nástrojová data”, str. 145
definovat délku břitu LCUTS a maximáln úhel
zanořen nástroje ANGLE. Př p. vyp še TNC chybové
hlášen .
U
U
U
U
Posuv kýván Q19: posuv při kývavém zanořován v
mm/min.
U
U
U
U
Zpětný posuv Q208: pojezdová rychlost nástroje při
vyj žděn po obráběn v mm/min. Zadáte li Q208=0,
pak TNC vyj žd nástrojem posuvem Q12.
Př klad: NC bloky
N59 G122 HRUBOVÁNÍ
Q10=+5
;HLOUBKA PŘÍSUVU
Q11=100
;POSUV PŘÍSUVU DO HL.
Q12=350
;POSUV HRUBOVÁNÍ
Q18=1
;NÁSTROJ PŘEDHRUBOVÁNÍ
Q19=150
;KÝVAVÝ POSUV
Q208=99999 ;POSUV ZPĚT
C
D
A
B
Před programován m dbejte na tyto body
Použijte př padně frézu s čeln mi zuby (DIN 844) nebo
předvrtejte cyklem G121.
Pokud definujete v tabulce nástrojů pro hrubovac nástroj
ve sloupci ANGLE úhel zanořen , pojede TNC na
př slušnou hrubovac hloubku šroubovicovým pohybem
(viz „Tabulka nástrojů: standardn nástrojová data” na str.
147).