3 př davné funkce pro zadáván souřadnic – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Uživatelská příručka
Stránka 206
206
7 Programován : Př davné funkce
7.3 Přdavné
f
unkce
pr
o
zadává
n
souřa
d
nic
7.3 Př davné funkce pro zadáván
souřadnic
Programován souřadnic vztažených ke stroji:
M91/M92
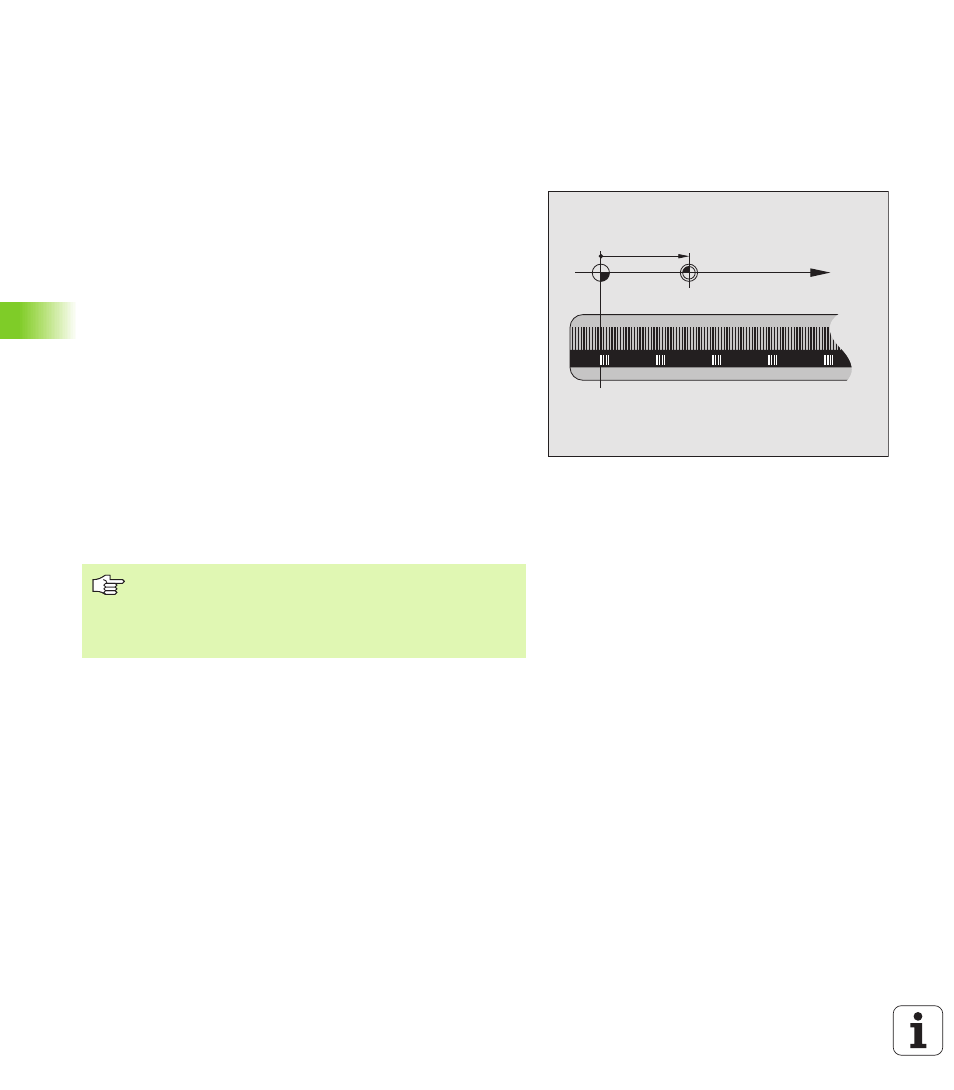
Nulový bod měř tka
Na měř tku určuje polohu nulového bodu měř tka referenčn značka.
Nulový bod stroje
Nulový bod stroje potřebujete k
n
nastaven omezen pojezdového rozsahu (softwarové koncové
vyp nače)
n
najet do pevných poloh na stroji (např klad poloha pro výměnu
nástroje)
n
nastaven vztažného bodu na obrobku
Výrobce stroje zadává ve strojn ch parametrech pro každou osu
vzdálenost nulového bodu stroje od nulového bodu měř tka.
Standardn chován
TNC vztahuje souřadnice k nulovému bodu obrobku, viz „Nastaven
vztažného bodu (bez 3D dotykové sondy)”, str. 62.
Chován s M91 – nulový bod stroje
Maj li se souřadnice v polohovac ch bloc ch vztahovat k nulovému
bodu stroje, pak v těchto bloc ch zadejte M91.
TNC indikuje hodnoty souřadnic vztažené k nulovému bodu stroje. V
zobrazen stavu přepněte indikaci souřadnic na REF, viz „Zobrazen
stavu (statusu)”, str. 43.
X (Z,Y)
X
MP
Programujete li v bloku M91 př růstkové souřadnice, tak
se tyto souřadnice vztahuj k naposledy naprogramované
poloze M91. Pokud nen v aktivn m NC programu
naprogramována žádná poloha M91, tak se souřadnice
vztahuj k aktuáln poloze nástroje.