1 zadán vztahuj c se k nástrojům, Posuv f – HEIDENHAIN iTNC 530 (340 49x-02) Uživatelská příručka
Stránka 162
162
5 Programován : Nástroje
5.1 Zadán vztahujc se k nástr
o
jům
5.1 Zadán vztahuj c se k
nástrojům
Posuv F
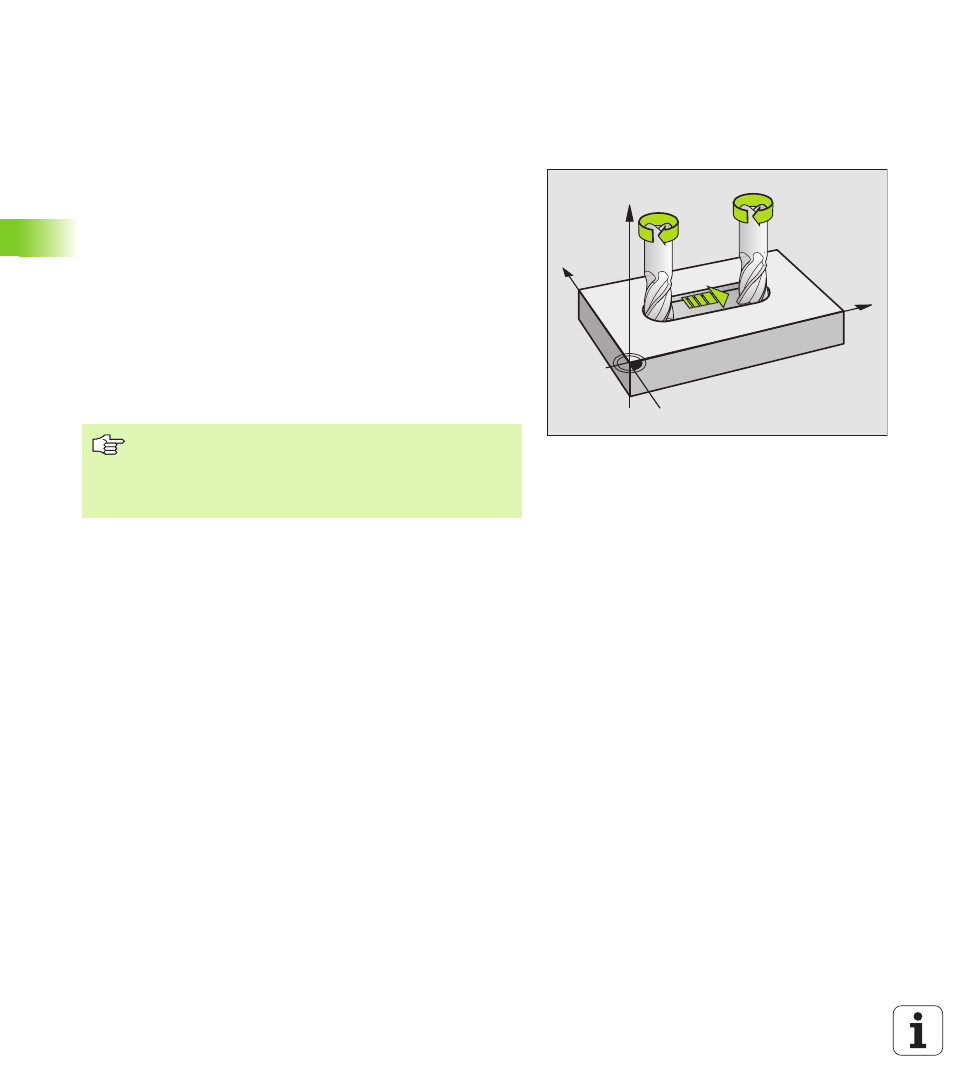
Posuv F je rychlost v mm/min (palc ch/min), j ž se po své dráze
pohybuje střed nástroje. Maximáln posuv může být pro každou osu
stroje rozd lný a je definován ve strojn ch parametrech.
Zadán
Posuv můžete zadat v bloku TOOL CALL (vyvolán nástroje) a v
každém polohovac m bloku (viz „Vytvářen programových bloků
klávesami dráhových funkc ” na str. 203). V milimetrových
programech zadávejte posuv v mm/min, v palcových programech z
důvodu rozlišen v desetinách palců/min.
Rychloposuv
Pro rychloposuv zadejte F MAX. Pro zadán F MAX stiskněte na
dialogovou otázku Posuv F= ? klávesu ZADÁNÍ nebo softklávesu
FMAX.
Trván účinnosti
Posuv naprogramovaný č selnou hodnotou plat až do bloku, ve
kterém je naprogramován nový posuv. F MAX plat jen pro blok, ve
kterém byl programován. Po bloku s F MAX plat opět posledn
č selnou hodnotou naprogramovaný posuv.
Změna během prováděn programu
Během prováděn programu změn te posuv pomoc otočného
regulátoru posuvu override F.
Chcete li s vaš m strojem poj ždět rychloposuvem,
můžete naprogramovat také př slušnou č selnou
hodnotu, např klad F30000. Tento rychloposuv působ
na rozd l od FMAX nejen v daném bloku, ale tak dlouho,
dokud nenaprogramujete nový posuv.
X
Y
Z
S
S
F